Крепление петель к профильной трубе — инструкция по правильной приварке на круглых и квадратных столбах
Прочные металлические двери крепятся к дверным коробкам при помощи петель, которые свариваются к стойкам и самому дверному полотну. Недобросовестный монтаж может серьезно повлиять на работоспособность двери: она может плохо закрываться, неплотно прилегать, деформироваться или начать заедать. Если вас интересует вопрос «как приварить петли к профильной трубе», то важно знать правильный способ выполнения данной операции.
- Необходимые инструменты и материалы
- Подготовительные работы
- Руководство по установке
- Рекомендации по монтажу
Необходимые инструменты и материалы
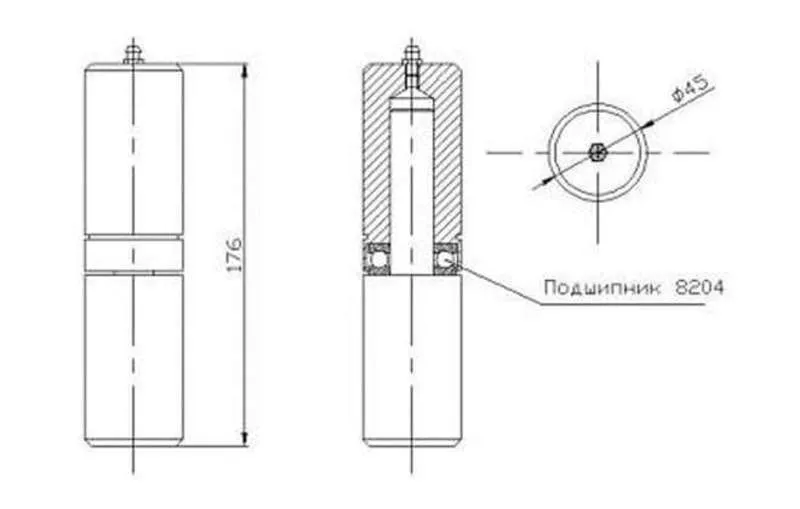
Перед тем как приварить петли на калитку, определяют их тип. Они бывают навесными, полушарнирными и шарнирными. Для тяжёлых ворот рекомендуется использовать большие шарнирные петли: имеющийся в них подшипник снижает трение внутри навеса, увеличивая его срок службы и облегчая открывание двери. Удобней всего работать с деталями круглого и шестигранного сечения, с навесами квадратного сечения работать сложнее.

Чем больше крепление, тем выше его несущая способность. Поэтому предварительно подбирают деталь с запасом прочности: слабые навесы будут деформироваться и разрушаться под нагрузкой. Но также требования к прочности петель выше у тех ворот, которыми пользуются чаще – правильно приварить массивные петли даже на небольшую калитку, если её постоянно открывают-закрывают. Материалом навесов выбирают только высокопрочные сплавы.
Для приварки петель по месту используют платики – металлические пластины, крепящиеся на верхнюю и нижнюю части навесов для обеспечения надёжности соединения. Высота одной пластины должна равняться высоте петли, ширина подбирается из условий монтажа.
Например, для гаражных ворот 2,5 х 2,5 м используют элементы 80 х 80 мм.
Шарнирные петли продаются в строительных магазинах. Изделия заводской сборки поставляются с уже приваренными платиками. Впрочем, изготовить элемент по чертежу можно в условиях частной мастерской.
Определившись с будущими узлами, можно начинать подготовку к работе. Для этого потребуются следующие инструменты:
- уровень;
- рулетка;
- молоток;
- монтажные подкладки (доски, кирпичи, гайки с болтами);
- шлифовальная машинка («болгарка»);
- щётка по металлу;
- смазка (солидол или литол);
- сварочный аппарат;
- сухие электроды диаметром не менее трёх мм;
- средства индивидуальной защиты.
При проведении сварочных работ исполнитель обязан выполнять требования техники безопасности. Запрещено:
- Производить работы на неисправном сварочном аппарате.
- Подключать оборудование к незаземленному источнику тока, а также к источнику тока ненадлежащей мощности.
- Вести сварку вблизи легковоспламеняющихся материалов, взрывоопасных веществ.
- Работать без средств индивидуальной защиты, в горючей одежде. К средствам индивидуальной защиты относятся: маска, рукавицы (или краги), обувь. Во время работы рекомендуется носить костюм сварщика.
Подготовительные работы
Начинают с приварки платиков к петлям. Этот этап можно пропустить, если используются готовые навесы с монтажными пластинами либо при монтаже на круглые столбы небольшого сечения. Платики вырезают из листовой стали болгаркой, выбирая листы толщиной не менее 5 мм.
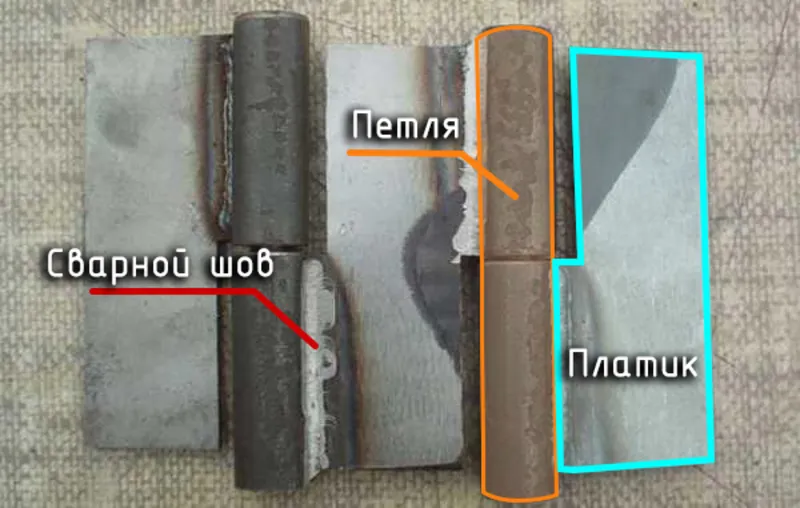
Перед сборкой петли её внутренняя часть (то место, где находится подшипник) тщательно обрабатывается смазкой, а участок, отводимый под сварку, очищают от пыли и ржавчины. Варят на горизонтальной поверхности. Два платика укладываются рядом по длинной стороне с зазором 2–3 мм. Сверху кладётся половина навеса, привариваемая к одной из пластин сплошным швом. Аналогичную операцию выполняют со второй половиной. Получившиеся швы аккуратно зачищают.
Важно: по правилам пожарной безопасности сварочные работы ведутся либо на неокрашенных, либо на полностью окрашенных, высохших деталях. Не до конца высохшая краска может воспламениться от искры.
Руководство по установке
Петли устанавливаются на сторону, в которую будет происходить открывание. Работа ведётся в горизонтальном положении; поверхности, задействованные при сварке, обезжиривают и обрабатывают щёткой, предварительно удалив на участке слой лакокрасочного покрытия.
Намечают место будущих петель – их размещают в 15-20 см от верхней и нижней граней калитки. Для этого на монтажные подкладки, обеспечивающие зазор между нижней гранью ворот и землёй, выставляют дверь внутри проёма. Выравнивают по уровню, меняя высоту подкладок. Эту операцию рекомендуется выполнять как минимум вдвоём. Выровняв и зафиксировав полотно, прикладывают навесы, отмечают их расположение на воротах и на дверной коробке.
После нанесения разметки распашной элемент убирают с подставок, вынимают из проёма, возвращают в горизонтальную плоскость. Петли приваривают в разобранном виде: верхняя половинка отводится для дверного полотна, часть со штырём – для опорных конструкций. Деталь укладывают по отметкам и прихватывают предварительной точечной сваркой. По уровню проверяют, не произошёл ли перекос. Если ось навеса параллельна плоскости распашного элемента, выполняют капитальную сварку по всей линии контакта. Готовый сплошной шов зачищают шлифовальной машинкой.
К лутке приваривают нижнюю часть петли. Если нет возможности уложить опору горизонтально, то работают в вертикальном положении. Прихватку точечной сваркой выполняют по такому алгоритму:
- Сверху.
- Снизу.
- По центру.
- В центре верхней половины будущего шва.
- В центре нижней половины будущего шва.
Далее следует выверка по уровню, проверочная установка створки. Если дефектов соединения нет, оно выдерживает нагрузку, дверь откидывается плавно и плотно прилегает к коробке, то сваривают капитальным сплошным швом. При сварке масло, которым смазаны петли, может выгореть или вытечь, из-за чего дверь будет скрипеть и заедать. Чтобы этого не происходило, створку приподнимают и ещё раз обильно смазывают внутренности навесов.
Дверь возвращают в эксплуатационное положение, болгаркой зачищают сварные швы. Поверхности обезжиривают и окрашивают, монтируют навесное оборудование (замки, засовы, почтовые ящики). В петлях проделывают по небольшому отверстию, через которые будет осуществляться смазка механизма в процессе эксплуатации.
Рекомендации по монтажу
Для столбов квадратного сечения рекомендуется всегда использовать платики, выдерживая зазор 3–5 мм между гранью калитки и опорой. Есть несколько способов того, как приварить петли к круглым столбам:
- без использования монтажных пластин;
- с пластиной только на створке;
- с узкой проставкой со стороны столба и полноценным платиком на воротах.
При использовании проставок допускается увеличить зазор между петлёй и опорой, при этом проставку можно располагать под углом. Такая конструкция более снисходительна к огрехам сварки, но выглядит неаккуратно.
Какой сваркой лучше варить профильную трубу?
Для сварки профильной трубы рекомендуется использовать сварочный метод MIG/MAG (Metal Inert Gas / Metal Active Gas) или сварку полуавтоматом.
Метод MIG/MAG является наиболее эффективным и быстрым способом сварки металлических конструкций, в том числе и профильных труб. Он осуществляется за счет создания электрической дуги между сварочным электродом и свариваемым металлом при помощи защитного газа (инертного или активного), который обеспечивает защиту сварочного шва от воздействия кислорода и других внешних факторов.
Также можно использовать метод TIG (Tungsten Inert Gas), который позволяет добиться более высокого качества сварочного шва, однако он более трудоемкий и медленный, чем MIG/MAG, что делает его менее пригодным для сварки крупных конструкций.
В любом случае, для сварки профильной трубы необходимо выбрать оптимальный сварочный метод в зависимости от характеристик трубы, ее толщины, металлических свойств и других факторов.