Как правильно паять полипропиленовые трубы в углах — сантехника и инструкции
В статье «Пайка полипропиленовых труб в труднодоступных местах» на сайте «Трубы и сантехника» вы узнаете, как правильно паять полипропиленовые трубы в углах и других труднодоступных местах. Статья содержит подробную информацию о технологии пайки, а также полезные советы и рекомендации для начинающих мастеров.
Содержание
- 1 Как выполняется пайка полипропиленовых труб в труднодоступных местах – проверенные опытом способы
- 2 Паяем полипропиленовые трубы в труднодоступных местах
- 3 Пайка полипропиленовых труб своими руками
Как выполняется пайка полипропиленовых труб в труднодоступных местах – проверенные опытом способы
При установке новых полипропиленовых труб взамен устаревших металлических систем может возникнуть ситуация, когда соединение труб с помощью сварки необходимо выполнить в местах, которые не совсем соответствуют условиям для совершения такой операции.
Поэтому для самостоятельного обновления трубопровода требуются определенные знания, помогающие организовать сварку полипропиленовых труб в неудобном месте, используя для этого вспомогательные инструменты.

Инструменты для работы
Выполнить качественное соединение трубных элементов помогает специальный паяльник для труб из полипропилена и набор тефлоновых насадок. Используя паяльник, можно без особых усилий выполнить соединение сваркой на любом участке трубы. С помощью насадок можно соединить трубные элементы, имеющие разный диаметр.

Кроме того, пайка полипропиленовых труб в труднодоступных местах предполагает наличие следующих инструментов:
- Приспособление для резки труб из полипропилена (чаще всего резак идет в комплекте с паяльником).
- Раствор, позволяющий обезжирить место пайки.
- Набор соединительных элементов.
Также необходимо приготовить рулетку, линейку и карандаш, а также уголок и ножик. В некоторых случаях может понадобиться ветошь.
Способы сварки полипропиленовых труб
Пайка труб в труднодоступных местах может выполняться разными способами в зависимости от рабочего диаметра труб:
- Методом стыковой сварки соединяют трубы, имеющие толщину стенок не меньше 4 мм и диаметр до 50 мм. В быту таким способом пользуются довольно редко.
- Раструбным способом пользуются при соединении труб с диаметральным сечением до 40 мм. Для работы требуется специальный сварочный механизм, оснащенный центрирующим устройством.
- При седельной пайке к трубе под углом 90 0 приваривают специальное раструбное седло путем стыкового сочленения. Седло просверливают и к месту соединения приваривают кусок трубы, получая на выходе Т-образный переходник.
Сварка в труднодоступных местах
Паять труднодоступные участки полипропиленовых изделий намного сложнее, чем прямолинейные прогоны. Для создания благоприятных условий работы в таких местах требуется приложение достаточного количества усилий.
К «неудобным» местам можно отнести:
- Пространство под потолком.
- Углы помещения.
- Стесненные условия для размещения паяльника.

Выполняя сварку полипропиленовых труб в труднодоступных местах под потолком, нужно приготовить место, где будет размещен сварочный аппарат при ручном формировании соединения. Для этой цели можно пригласить помощника или повесить аппарат на специальный крюк, подготовленный заранее.
В случае расположения труб очень близко к стене используют специальный прием: прямую и ответную часть формируемой стыковки поочередно прогревают паяльником. При этом нагрев должен доходить до таких пределов, чтобы первый нагретый участок не успел остыть, пока нагревается ответная часть.
Особенности пайки в углах
Чтобы решить проблему, как паять полипропиленовые трубы в труднодоступных местах, например, в углах, нужно знать особенности таких соединений. Стыковка трубных элементов в углах помещения проводится с использованием заготовок, обрезанных под углом 90 0 . При этом важно, чтобы их концы были тщательно зачищены и обработаны обезжиривающими средствами. Использование специальных угловых переходников и фитингов способствует образованию плавных переходов на трубных элементах при угловом соединении.

Формирование угловых соединений на трубах, располагающихся на небольшом расстоянии от стены, также выполняется путем последовательного нагревания прямой и ответной части. Особое внимание в этом случае следует уделить глубине вхождения трубного элемента в тело угловой детали. Для обеспечения высокой точности необходимо сделать соответствующую отметку маркером или карандашом.
Решение вопроса о том, как спаять полипропиленовые трубы в труднодоступных местах, требует внимательного отношения и точного выполнения всех действий. Стыковочные элементы, имеющие даже незначительный дефект, подлежат обязательной замене на новые детали. По мнению специалистов при выполнении соединений в труднодоступных местах не стоит отключать питание сварочного аппарата, лучше, если он будет всегда включенным.
Пайка полипропиленовых труб в труднодоступных местах: как спаять, правила и методы сварки
Пайка полипропиленовых труб в труднодоступных местах: как спаять, правила и методы сварки
Источник: trubaspec.com
[content-egg module=GdeSlon template=compare]
Паяем полипропиленовые трубы в труднодоступных местах
Пайка полипропиленовых труб своими руками – процесс технически несложный, но требует точности и соблюдения повышенных мер безопасности. В обратном случае можно снизить срок службы полимерной системы в несколько раз.
 Последовательность пайки полипропиленовых труб
Последовательность пайки полипропиленовых труб
Как паять трубы в труднодоступных местах
При сварке узлов и соединительных элементов в труднодоступных местах всегда начинайте с более сложного участка. Для пайки в наиболее сложных участках – используйте американку.
Для этого вам понадобятся основные инструменты для пайки труб из ППР (полипропилена):
- аппарат для сварки (утюг или паяльник) с насадками различного диаметра (электромуфта или стержневой аппарат);
- специальные ножницы (труборез). Обрезать трубы можно и болгаркой/ножовкой, но после обязательно зачистить края;
- торцеватель или зачистка/шейвер (можно не использовать с армированной трубой из стекловолокна).
В процессе монтажа также понадобятся ключи для завинчивания, перфоратор, болгарка и другие инструменты.
Обратите внимание, что, независимо от используемого «паяльника», технология подразумевает соединение труб через элементы:
Технология пайки электромуфтой
Электромуфта – самый распространённый аппарат для пайки. «Утюг» прост в эксплуатации, но имеет свою технологию:
- Подключая сварочный аппарат к электросети, убедитесь, что у вас достаточно места для «манёвров» – ничего не должно мешать. Плюс среда, в которой вы проводите работы, не должна быть ниже +10 ℃, иначе вы не успеете качественно зафиксировать элементы.
- «Паяльник» необходимо расположить на твердой поверхности, вдали от легко воспламеняющихся предметов.
- Сначала рекомендуется сварить большие цепи/узлы труб, которые реально вмонтировать в стены, а остальные соединения уже паять на весу. Чтобы распределить план действий – составьте чертёж.
- Проверьте, стыкуются ли муфта с трубой перед нагревом. Если да, то должного соединения не будет, и данное место будет протекать. Поэтому элементы следует заменить. Чтобы исключить несостыковку, необходимо выбирать трубы и соединители одного и того же производителя.
- Разрезать трубу до нужной длины можно с помощью специальных ножниц, а армированную трубу удобнее – болгаркой. Разрезать необходимо точно под углом 90 градусов.
- Зачистите поверхность трубы для устранения неровностей.
- Оденьте нужную насадку на прибор. Насадки определяются согласно диаметру полипропиленовых труб.
- Установите температуру «утюга» на 260 ℃. Этот параметр на дорогостоящих аппаратах для пайки определяется автоматически самим прибором, но только после указания диаметра трубы из ППР. Когда «паяльник» полностью нагреется – загорится сигнальная лампочка. Более дешёвые приборы нагреваются примерно за 15 минут.
- Надеваем на насадку фитинг и трубу. Согласно книжному руководству, это делается поочерёдно, но на практике провернуть сложно. Поэтому надевать лучше одновременно. Для удобства необходимо встать на колени и зажать между ногами «утюг».
- Греть фитинг и трубу необходимо в зависимости от диаметра материала:
- 16 и 20 – 5 сек;
- 25 и 32 – 8 сек;
- 40 – 12 сек.
- Вставлять трубу ППР в насадку нужно до конца. Если вы не уверены, то можно наметить карандашом на сколько она должна войти на трубу.
- Не крутите и не проворачивайте элементы при разогреве – пайка будет некачественной. Но небольшие (совсем незначительные) повороты допустимы.
- После нагрева снимается труба, а затем фитинг. Элементы соединяются и фиксируются в течение 20 сек (неподвижно!). После снятия с прибора у вас есть не более 5 сек на состыковку, по истечении этого времени пайка может быть некачественной.
- Если вам предстоит сварка трёх или более элементов, закреплённых в трубопроводной системе (например, нужно разрезать уже вмонтированную трубу и вставить фитинг-кран):
- необходимо разрезать трубу, предварительно отметив места среза;
- зачистить элементы и вытереть обезжиривателем/сухой тряпкой;
- проверить, чтобы кран не мешал при закрытии/открытии;
- сначала спаиваем фитинг и трубу с одной стороны (с правой);
- переходя к спайке цепи с другой стороны, нужно сначала разогреть кран (причём на 5 сек дольше), а потом нагреть трубу (на 3-4 сек меньше);
- состыковываем элементы;
- так как цепь на весу, для удобства разогрева фитинга, надавливаем на «утюг» подручными материалами (например, ножницами).
- Фиксировать ППР трубы горизонтально можно с помощью клипс, а вертикально посредством трубного хомута.
После проведения сварки рекомендуется протирать поверхности насадок обезжиривателем или спиртом для удаления остатков материала.
Учтите, что при перегреве проходные отверстия полипропиленовых труб и фитингов заплавляются, а при недогреве – элементы не соединятся как следует и будут протекать.
Стержневой аппарат для сварки полипропиленовых труб
Стержневой аппарат для сварки используется преимущественно для труднодоступных мест, а также при повреждении (просверливании) труб. Прибор имеет более удобную конструкцию для непосредственной работы под любым углом и на весу.

Производителями разработан специальный ремонтный набор при просверливании отверстий в ППР трубах. В него входят ремонтные полипропиленовые стержни и специальные насадки. При повреждениях данного типа необходимо:
- Надеть на «паяльник» специальную насадку (стандартна для ремонта труб всех диаметров).
- Включить прибор и разогреть до 260 ℃.
- Просверленное отверстие в трубе необходимо расширить сверлом диаметром в 10 мм.
- Зачистить поверхность от заусенцев и наплавленных частей.
- На ремонтном стрежне наметьте глубину, на которую он будет вставляться в ремонтируемую трубу. Элементы не должны состыковываться.
- Очистите поверхность ремонтируемой трубы обезжиривателем или спиртом, дайте просохнуть несколько минут.
- Насадкой разогревайте поверхности ремонтируемой трубы и вставляемого стержня одновременно в течение 5 сек.
- Не проворачивая, соедините элементы между собой и удалите остаток стержня.
Метод пайки стержневым аппаратом в стандартных условиях не отличается от сварки с помощью других аналогов.
Сварка и монтаж отдельной части системы трубопровода
При монтаже отдельной части трубопровода (узла/магистрали):
- отмерьте и отрежьте необходимый размер труб;
- сварите цепь на фиксированной поверхности, а потом установите в запланированный участок. То есть сначала паяем узел, а потом соединяем его на весу с другими участками;
- в наиболее труднодоступных местах используйте американки.
Спайка узла на весу
Паяем трубы на весу:

- определите, какая сторона наиболее трудная для спайки на весу и начните с неё;
- первоначально варится труба и соединительный элемент/узел с одной стороны по стандартным меркам, соблюдая установленное время для пайки;
- затем (с другой стороны) разогревается сперва соединительный элемент, причем дольше на пару секунд, а уже после греется труба на пару секунд меньше, чем обычно (по сути вы отдаёте время на разогрев трубы соединительному элементу).
Паять на весу детали сложно, поэтому для разогрева рекомендуется надавливать на элементы подручными средствами (специальными ножницами и т.п.). Лучше для пайки на весу пригласить помощника.
Установка спаянного узла
В первую очередь варится необходимый узел на твёрдой поверхности. Когда он готов, переходим к соединению с уже вмонтированными трубами:
- наметьте карандашом участки среза на работающей магистрали. Не надо вырезать участок под весь фитинг или другой соединительный элемент. Необходимо учесть, что в него будут вставляться трубы (к примеру, кран размером в 10 см, отверстия для соединения с трубами занимают 4 см в общем, тогда вырезать необходимо 6 см трубы);
- разрежьте установленные трубы с обеих сторон специальными ножницами;
- очистите трубы обезжиривателем, высушите от воды;
- зачистьте элементы;
- приступайте к сварке узла. Начинайте с более трудного места.
Паять узел с другими цепями трубопровода сложно, поэтому без помощи вам не обойтись.
Перед непосредственным монтажом, необходимо подготовить штробы. Это выполняется при помощи круга по бетону, установленного на болгарку или других инструментов. Разметьте поверхность, где будут штробы. Надрезы осуществляются на глубину около 2-3 см (учитывайте диаметр трубы) и выбиваются молотком, стамеской, перфоратором и т. п.
- Сварите необходимый узел вне штробы, а потом вмонтируйте в отверстия.
- Для исключения повреждений, ППР трубы можно замотать в строительный скотч, но для полной защиты рекомендуется оболочка/изоляция из вспененного полиэтилена.
- При переходе от металлических узлов, для соединения, используйте переходную муфту или американку.
- Чтобы магистраль не двигалась при расширении труб – закрепите специальными коленными конструкциями (металлическая поверхность с хомутами). Деталь сначала крепится к поверхности стены и прикручивается гайками, а потом фиксируется с трубопроводом.
- Зафиксируйте трубы с помощью клипс или трубного хомута, особенно в наиболее ненадёжных местах.
- Заделайте отверстия.
Монтаж полипропиленовых труб в труднодоступных местах своими руками
Переходная муфта-американка
Для соединения узлов из полипропилена, особенно в сложных местах, используется преимущественно «американка» (особенно углового исполнения). Эта муфта легко состыковывает необходимые отрезки труб, когда цепи уже вмонтированы в общий трубопровод. Плюс участок с данной деталью можно часто разбирать и собирать.

Профиль «американки» – это состыковка двух участков трубопровода или переход на трубу иного размера в диаметре. С одной стороны, деталь прикручивается/припаивается/приваривается, а с другой – разборное соединение американка (по-другому, быстроразъемная резьбовая гайка).
Деталь предназначена для состыковки труб из ППР и применяется для подачи холодной или горячей воды. Муфта выдерживает давление в 25 атмосфер и температуру в 95 ℃(в зависимости от модели, бывает меньше и больше), а также производится различного диаметра (чем больше, тем выше вес и цена детали).
Для соединения выбирают «американки» следующих видов:
- с внутренней резьбой;
- с наружной резьбой;
- муфта с наружной и внутренней резьбой.
По типу конструкции муфта-американка бывает:
По виду резьбовых стыков:
- плоская (цилиндрическая);
- конусная (создаёт наиболее качественное соединение).
Наиболее популярны для монтажа в труднодоступных метах угловые «американки».

Монтаж ППР труб с помощью муфты-американки
При установке «американки» с металлическим узлом необходимы прокладки/уплотнители:
- полиуретановые;
- паронитовые;
- резиновые;
- тефлоновая нить или паста и т. п.
Плюс для закручивания муфты в процессе монтажа необходим шестигранник, натяжной ключ (обычный или с лентой) или цилиндр с выборками под зацепы.
Методы монтажа муфты:
- «Американка» для ППР сваривается/паяется. Метод соединения стандартный – «паяльником».
- Затягивается инструментом на металлической части. При затягивании используются уплотнители.
Видео-урок монтажа труб с помощью переходной муфты
Монтаж или ремонт полипропиленовых труб не имеет больших сложностей в работе. Главное – придерживаться температурного режима при нагреве и времени состыковки элементов. Плюс при ремонте необходимо начинать с более труднодоступных мест. Не забывайте также фиксировать магистраль клипсами или другими деталями, чтобы трубопровод не сорвало при увеличении давления.
Пайка полипропиленовых труб своими руками: видео, сварка в труднодоступных местах
Пайка полипропиленовых труб своими руками – процесс технически несложный, но требует точности и соблюдения повышенных мер безопасности. В обратном случае можно снизить срок службы полимерной системы в несколько раз.
Источник: protryby.ru
[content-egg module=GdeSlon template=compare]
Пайка полипропиленовых труб своими руками
В последнее время традиционные чугунные и стальные трубопроводы все интенсивнее заменяют более современной продукцией химической промышленности – поливинилхлоридн ыми и полипропиленовым и трубами. Но новые материалы требуют иной технологии соединения труб, и самой эффективной в данном случае является пайка.
Пайка полипропиленовых труб своими руками
Обратите внимание! Температура пайки, влияющая на качество соединения, зависит от размеров изделий – это можно увидеть в приведенной ниже таблице.
Содержание пошаговой инструкции:
Этап 1. Выбор пропиленовых труб
Шаг 1. Выбор того или иного исходного материала напрямую зависит от будущего назначения. Основным критерием деления является предельно допустимая температура рабочей среды. В связи с этим выделяют трубы для горячего, холодного, а также смешанного водоснабжения.
Шаг 2. Далее выбираются соединительные фитинги. Обычно ПП трубы используют в водоснабжении, поэтому при работе будем ориентироваться именно на него.
Фитинги для полипропиленовых труб
Чтобы определить точное количество необходимых труб и фитингов, измеряется помещение и составляется его примерный план. В последнем обозначаются размеры будущей магистрали и все ее элементы.
После покупки всех комплектующих можно приступать к следующему этапу.
Этап 2. Необходимое оборудование
Принцип пайки заключается в нагреве концов соединяемых труб до требуемой температуры и последующей их фиксации. Для этого понадобится специальный прибор – сварочный аппарат.
Он может быть трех видов:
- с ручным управлением – применяется для труб ø1-2,5 см, для разных изделий требуются разные насадки;
- полуавтоматическ ие устройства;
- автоматические модели.
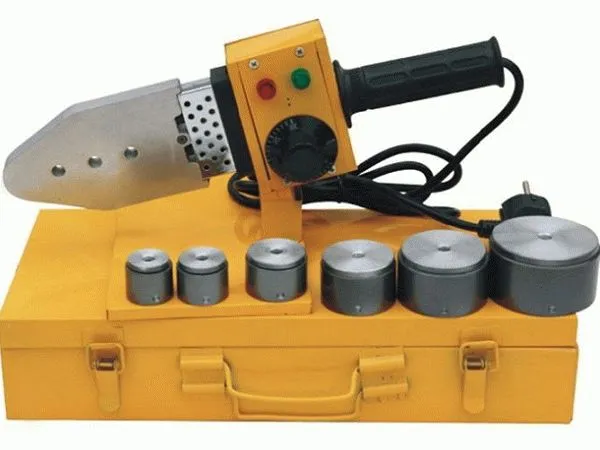
Конструкция паяльника для полипропиленовых труб с платформой в виде цилиндра
Паяльник для полипропиленовых труб
Помимо самого аппарата, в работе потребуются:
Ножницы для резки полипропиленовых труб
Зачистка для полипропиленовых труб
О выборе насадок
Насадки на паяльник для спайки пластиковых труб
Нагревающие насадки должны соответствовать сечению соединяемых труб. Для этого нужно обратить внимание на определенные параметры:
- прочность;
- сохранение формы при температурных перепадах;
- теплопроводность .
Большинство сварочных аппаратов совместимо сразу с несколькими различными насадками, что крайне удобно при обустройстве сложных магистралей.
В каждой насадке есть сразу два конца – один предназначается для нагрева внешней поверхности изделий, другой – для внутренней. Все насадки покрываются тефлоновым напылением, что предотвращает налипание расплавленного напыления. Размеры насадок колеблются между 2 см и 6 см, что полностью совпадает с распространенным и сечениями труб.
Пайка полипропиленовых труб своими руками
Пайка полипропиленовых труб своими руками
Когда план составлен, а все комплектующие приобретены, остается лишь тщательно убрать помещение. Особое внимание нужно уделить пыли, ведь даже самые мелкие частицы, оседая на швах, могут запросто нарушить герметичность.
Отметка глубины погружения
Вначале насадка вставляется в гнездо, после чего включается аппарат. Дальнейшие действия зависят от выбранной методики пайки, поэтому рассмотрим их (методики) более детально.
Способ №1. Диффузионная пайка
При использовании этой технологи сварки материал соединяемых деталей обоюдно проникает друг в друга, а после остывания образует монолитный элемент. Один из самых распространенных способов обработки, который, тем не менее, приемлем лишь для однородных материалов.
Обратите внимание! В данном случае температура пайки достигает 265ᵒС. Именно при такой температуре плавится полипропилен.
Видео – Диффузионная пайка ПП труб
Способ №2. Раструбная пайка
При сварке раструбным способом используются сварочные аппараты с различным сечением насадок. Сама процедура выглядит достаточно просто.
Шаг 1. Вначале нарезаются участки труб необходимой длины. Важно, чтобы обрезка проходила исключительно под прямым углом.
Шаг 2. Торцы изделий зачищаются шейвером (если используются армированные трубы).
Торцы изделий зачищаются шейвером
Шаг 3. Торцы вставляются в насадку соответствующего сечения, прогреваются до температуры плавления и соединяются.
Обратите внимание! Крайне важно, чтобы при остывании трубы не меняли своего положения.
Способ №3. Стыковая пайка
Промышленный аппарат для стыковой сварки пластиковых труб
Данный способ целесообразен при соединении труб большого диаметра. Как и в предыдущих вариантах, трубы нарезаются на участки необходимой длины, а торцы тщательно зачищаются.
Далее соединение прогревается так называемым сварочным зеркалом, после чего элементы плотно состыковываются друг с другом. Прочность узла, достигаемая при этом, не должна уступать самим изделиям.
Способ №3. Муфтовая пайка
При муфтовом способе сварки между соединяемыми элементами вводится дополнительная деталь – муфта. Разогревание происходит прежним образом, вот только греются не участки магистрали, а лишь элементы соединения.
Способ №4. Полифузионная пайка
Разновидность диффузной технологии, отличающаяся тем, что расплавляется всего один из двух соединяемых элементов.
Способ №5. «Холодная» пайка ПП труб
Холодная пайка ПП труб
Данный метод сварки предусматривает нанесение на соединяемые трубы специального клеящего состава. Характерно, что применение «холодной» сварки допустимо лишь в тех магистралях, в которых давление рабочей жидкости незначительно.
На оба среза нанести клей «Холодная сварка» и плотно прижать края друг к другу, удерживая 15 секунд
Контроль качества
При перегреве или соединении труб небольшого диаметра возникает риск образования наплывов на внутренней поверхности. Эти наплывы будут препятствовать свободному передвижению рабочей жидкости при эксплуатации.
Чтобы избежать этого, необходимо проверить соединение на предмет подобных дефектных участков. Место соединения необходимо продуть, и если воздух будет беспрепятственно проходить, то сварка однозначно вышла очень качественной.
Спайка полипропиленовых труб
Обратите внимание! После этого необходимо проверить герметичность соединения – для этого через спаянные элементы пропускается небольшое количество воды.
Важные правила пайки полипропилена
Для качественного и герметичного соединения необходимо придерживаться определенных правил.
- Аппарат должен всегда находиться в рабочем состоянии. В таком случае для сварки нового участка придется затрачивать максимум пять минут.
- При застывании пластика соединяемые элементы должны быть неподвижными. Оптимальным вариантом будет механическая фиксация, к примеру, струбцины. Если шов подвергнуть хоть малейшему воздействию, то герметичность уже будет нарушена.
- Оба элемента должны нагреваться одновременно.
Оба элемента должны нагреваться одновременно
Пайка ПП труб на сложных участках
На вопрос, какая главная проблема при обустройстве пластикового трубопровода, любой специалист ответит: пайка в труднодоступных местах. Для выполнения этой процедуры конструкция разбивается на несколько участков.
В первую очередь монтируется неудобный большой участок. Желательно сформировать его отдельно, а уже потом установить на стационарное место.
Трубы пп для водопровода
После крепления проблемного участка устанавливаются более мелкие и, соответственно, простые в установке элементы. Это мероприятие нужно проводить минимум вдвоем.
Типичные ошибки при пайке пластиковых труб
- Некачественные детали. Если были замечены дефектные трубы или соединяющие муфты (с трещинами, грязью, нарушенной геометричностью) , то их нужно заменить, т. к. они станут причиной некачественного соединения.
- Использование комплектующих от разных производителей. Каждая фирма оперирует своими стандартами и нормами, поэтому ее трубы подходят исключительно под ее фитинги. Также детали могут отличаться и по химическому составу. Все это оказывает прямое влияние на качество сварки, по этой причине все комплектующие обязательно нужно покупать одной марки.
- Перегрев деталей. Эту ошибку можно заметить невооруженным глазом – труба смягчается и установить ее в муфту без деформации не выйдет.
- Сварочный аппарат слабо греет. В таком случае надежное соединение тоже вряд ли получится. Возможно, в первое время трубопровод будет функционировать нормально, но рано или поздно случится протечка. Во избежание этого устройству нужно дать пять-десять минут для нагрева, а при работе не отключать его от сети.
- Использованные фитинги. Как уже отмечалось, если фитинг пристал неплотно, то его следует удалить. Недопустимо повторное его использование.
Крепеж трубы с фиксатором
Крепеж трубы с фиксатором
Навыки в пайке ПП труб придут со временем. Ничего сложного здесь нет, хотя поначалу и будут испорчены несколько муфт и один-два десятка метров труб. И это не страшно, ведь стоят они не так дорого; по крайней мере, автономность от сантехников стоит дороже.
Пайка полипропиленовых труб своими руками — пошаговая инструкция!
Узнайте, как проводится пайка полипропиленовых труб своими руками! Способы пайки ПП труб, пошаговая инструкция, фото + видео.
Источник: svoimi-rykami.ru
[content-egg module=GdeSlon template=compare]
Какой трубой подвести воду в дом?
При выборе трубы для подводки воды в дом необходимо учитывать множество факторов, таких как стоимость, прочность, долговечность, устойчивость к коррозии и другие. Вот несколько основных типов труб, которые можно использовать для подводки воды в дом:
-
Медные трубы: медь — это дорогой, но очень прочный и долговечный материал, который хорошо устойчив к коррозии. Медные трубы легко устанавливаются и не требуют дополнительного защитного покрытия.
-
Полипропиленовые трубы: полипропилен — это дешевый и легкий материал, который хорошо устойчив к коррозии. Полипропиленовые трубы легко устанавливаются и не требуют дополнительного защитного покрытия.
-
Полиэтиленовые трубы: полиэтилен — это дешевый и легкий материал, который хорошо устойчив к коррозии. Полиэтиленовые трубы обычно используются для подводки воды из скважины или колодца.
-
Железные трубы: железо — это прочный материал, который хорошо устойчив к коррозии. Однако железные трубы могут быть дорогими и тяжелыми, и могут требовать дополнительного защитного покрытия.
-
PVC трубы: PVC — это дешевый и легкий материал, который хорошо устойчив к коррозии. Однако PVC трубы не всегда подходят для подводки горячей воды и могут требовать дополнительного защитного покрытия.
Выбор трубы для подводки воды в дом зависит от ваших потребностей и бюджета. Важно обратить внимание на качество и надежность выбранного материала, а также на совместимость с другими компонентами системы водоснабжения. Если у вас есть сомнения или вопросы, лучше проконсультироваться с профессиональным сантехником или инженером.