Изготовление вагонки своими руками: подробные инструкции и шаг за шагом руководства!
Для массового производства вагонки используются мощные станки по обработке дерева, что обеспечивает высокое качество продукции, но не всегда доступно для всех из-за цены.
Вагонка своими руками

Вагонка
Промышленная технология производства

Вагонка — что это за материал
Эти знания вам понадобятся для того, чтобы самостоятельно принимать оптимальные решения во время изготовления вагонки в домашних условиях. Процесс промышленного изготовления вагонки состоит из нескольких этапов.
- Изготовление досок. Хлысты распиливаются на ленточных или дисковых пилорамах на обрезную доску заданных параметров. Толщина доски находится в пределах 15-25 мм, ширина 100-150 мм. Конкретные размеры зависят от сорта вагонки.
- Сушка пиломатериалов. Процесс происходит в камерных сушках, за счет чего уменьшается количество отходов, минимизируются риски кручения и растрескивания досок.
- Сортировка. Пиломатериалы сортируются в зависимости от качества. Для изготовления вагонки отбираются доски не ниже второго сорта.
- Изготовление вагонки. Процесс происходит на мощном четырехстороннем строгальном станке. За счет подбора различных фрез и ножей за один проход обрабатываются четыре плоскости, на них сразу создается нужный профиль.
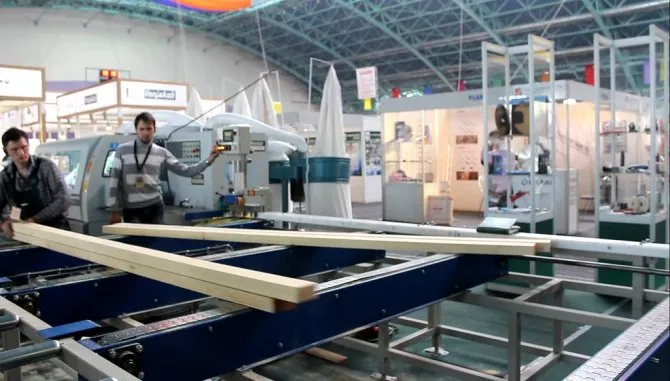
Линия по производству вагонки
- Проверка качества и складирование продукции.

Складирование вагонки
Вот и вся технология, ничего сложного нет, современное оборудование позволяет по максимуму автоматизировать производство. В домашних условиях такого достичь невозможно, придется терять намного больше времени для изготовления выгонки.
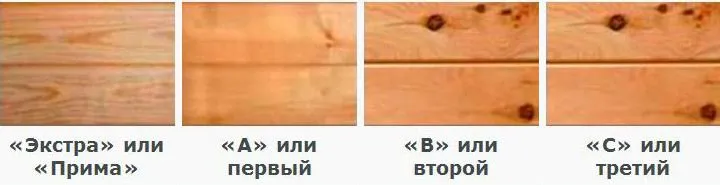
Таблица. Классы вагонки и их описание.
| Класс или сорт | Описание |
|
Экстра |
Без трещин, сучков и других дефектов. Поверхность идеально гладкая, ровная. |
|
А или 1 |
Поверхность гладкая или чуть шероховатая. Есть по 1 здоровому сучку на 1 погонный метр (диаметр сучка не более 1,5 см). Могут быть трещины: волосяные – длиной не более ½ панели, несквозные – длиной менее 9,5 см (выход трещин направлен в торец панели), появившиеся при сушке – величиной не более ширины панели. Могут быть засмолки и смоляные карманы по 2 шт. на 1 м п. |
|
В или 2 |
Много сучков, из них выпадающих не может быть больше 2 шт. на 1 м п. Могут быть сквозные трещины шириной до 1 мм и длиной до 15-30 см, допускаются волосяные трещины по всей длине доски. Допускается присутствие червоточин (3 шт. на 1 м п.) и гнили (не более 1/10 часть панели). Вагонка сорта В подходит для окрашивания. |
|
С или 3 |
Качество низкое. Много различных дефектов. Такая вагонка подходит для обивки технических помещений или черновых работ. |




Классификация вагонки
Цены на вагонку
Вагонка
Кромочные фрезы
Предназначены для обработки краев изделия. Все кромочные фрезы характеризуются наличием подшипника, который при работе обкатывает кромку детали. При этом рабочая (режущая) часть расположена выше или ниже подшипника.
Прямые кромочные фрезы
Прямые кромочные фрезы наиболее востребованы при работе с шаблонами, причем подшипник у них бывает верхний или нижний. Вторые дешевле, но при их использовании заготовка располагается между шаблоном и фрезером, что не позволяет вести обработку в два прохода по глубине (при верхнем подшипнике это возможно).
Приемы работы с кромочными фрезами — видео
Подобные фрезы характеризуются рабочей длиной, рабочим диаметром, а также диаметром подшипника (он не всегда равен рабочему). Для большинства случаев удобнее выбирать фрезы, у которых эти диаметры совпадают, что облегчает изготовление и крепление шаблона на заготовке.
Фасонные, или калевочные, кромочные фрезы
Отличаются большим разнообразием. Выбор таких фрез диктуется только желаемым профилем кромки, который выбирают исходя из внешнего вида изделия.
Размерность их, как правило, определяется высотой рабочей части, а также наибольшим диаметром и радиусом закругления, которое они делают. Если закруглений в профиле несколько, то обычно указывается профиль наибольшего из них. Крайне редко, но встречаются регулируемые калевочные кромочные фрезы. У них можно настраивать расстояние между рабочими частями.
Дисковые кромочные фрезы
Предназначены для выборки фальца, но в отличие от прямых пазовых они базируются по кромке подшипником, отчего выбираемый ими паз точнее располагается относительно ребра заготовки. Правда, они и дороже прямых пазовых. Зачастую такие фрезы делают регулируемыми, чтобы выбирать пазы разной глубины или ширины. При этом в набор входят подшипники разного диаметра или стопка тонких фрез на оси, так что высота изменяется разборкой фрезы и снятием лишних дисков.
Как правильно выбрать фрезу. Советы начинающим фрезеровщикам в этом видео
Фигурные кромочные фрезы
Они могут иметь на конце подшипник, но форма их кромок намного сложнее, чем у фасонных кромочных, а высота больше. Применимы для получения багета и обработки кромок филенок, плинтусов, фасадных рам. Без подшипника такие фрезы тоже выпускаются. В этом случае ими надо работать с помощью параллельного упора или копировальной втулки и шаблона.
Комбинированные рамочные, или контрпрофильные, фрезы. Они используются при обработке смежных кромок с целью создать части соединения рамок. Такие фрезы бывают и сборными.
Горизонтальные фигирейные фрезы
Предназначены для декоративного фрезерования кромок филенок. Из-за большого диаметра, массы и усилия резания они выпускаются исключительно с 12-миллиметровым хвостовиком и применять их можно только в столе, то есть при стационарном креплении фрезера. Иногда такая оснастка состоит из двух режущих дисков и способна за один проход обрабатывать обе стороны филенки. Подобные фрезы имеют наибольший диаметр из всех, так что при выборе фрезерной машины стоит сразу подумать, будете ли вы делать филенки. Это соображение напрямую влияет на выбор инструмента по диаметру отверстия в его подошве.
Перечень минимального набора инструментов и оборудования
Прежде всего, у вас должно быть специальное отдельное помещение для производства работ, деревообрабатывающие станки создают очень много шума и пыли. Придется выполнять требования санитарных органов. Еще одно условие – электрическая проводка должна выдерживать дополнительные нагрузки, а они, в зависимости от марки станков и их количества, могут значительно возрастать.
На заметку! Своими рукам и можно делать как самую простую, так и довольно сложную вагонку, мы рассмотрим оба варианта изготовления. Но для всех вариантов есть несколько предварительных условий.

Изготовление вагонки своими руками
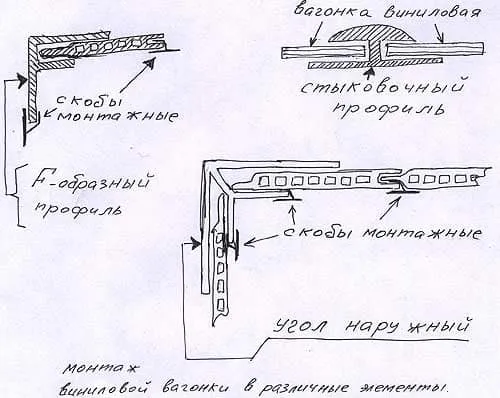
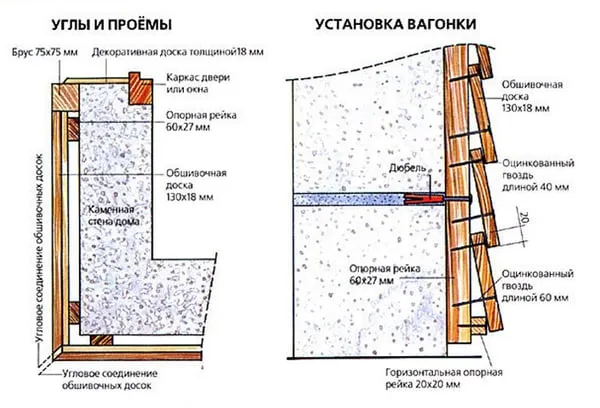
Методы монтажа
Существуют следующие способы крепления вагонки к готовой обрешетке:
- Прямое. При помощи гвоздей или саморезов непосредственно к рейкам или профилю;
- Кляймерное;
- Степлером.
Закрепление евровагонки на каркасе при помощи гвоздей и саморезов популярно в виду своей простоты и возможности проведения работы своими руками без дополнительных элементов. Главным секретом такого способа установки является то, что крепежные элементы вводятся в древесину под особым углом, который обеспечивает прочное и жесткое соединение панелей и установочной основы. Нужно отметить, что такой вариант не подойдет при работе по металлопрофилю или если нужно скрыть места крепления.

Подбор скоб осуществляется по толщине панелей. Существуют различные кляймеры, которые классифицируются по высоте подъема язычка – отступа, в который устанавливается лист вагонки. Это скрытое крепление идеально подходит для установки парной вагонки в бане или жилых помещениях.
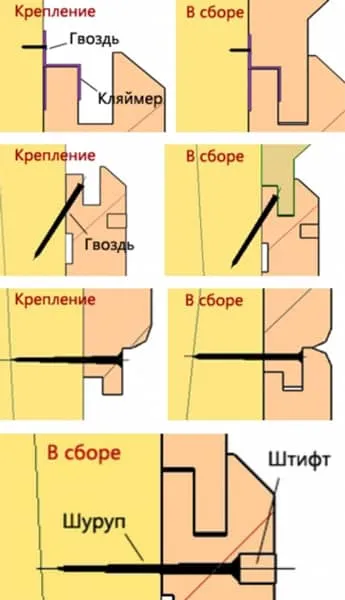
Самый простой из всех описанных вариантов – это установить вагонку степлером. Технология практически не отличается от привычного использования канцелярского степлера: в устройстве есть отделение для скоб и фиксатор (плоская прижимная панель). Если на отсек со скобами оказывается давление, то скоба выходит от отсека и устанавливается в древесину под углом в 45 градусов.
Общие требования
На каких станках и какой бы сложности вы ни пробовали делать вагонку, нужно соблюдать следующие требования.
- Качество пиломатериалов. Доски должны быть только обрезными, с одинаковой толщиной и шириной. Широкие плоскости нужно пропускать через рейсмус минимум с одной, а желательно с двух сторон. Для этих целей лучше иметь дома двухсторонний рейсмус, а если его нет, то хотя бы элементарный фуговальный станок.

Фуговальный станок

Двухсторонний рейсмус
Если таких станков нет, то можно работать ручным электрическим рубанком. Работы эти довольно трудные и долгие, а качество всегда будет намного ниже, чем во время обработки пиломатериалов на станках.
Практический совет! Настоятельно рекомендуем не заниматься строганием досок ручным электрическим рубанком. Намного выгоднее отвезти пиломатериалы к знакомому, имеющему двухсторонний рейсмус, за час-два работы вы пропустите 1-2 м3 досок — такого количества достаточно для отделки небольшого деревенского домика. Вручную придется их строгать не один день, при этом, как мы уже упоминали, качество будет никаким. Такую вагонку можно использовать только для отделки вспомогательных помещений.
- Сушка. Работать можно только с пиломатериалами, имеющими не более 24% относительной влажности. Если показатели выше, то доски просушите под навесом или в проветриваемом помещении. Чем больше зазор будет между штабелями, тем быстрее пиломатериалы избавятся от излишков влаги. Складывайте их аккуратно, не допускайте появления искривлений, правильно укладывайте прокладки, верхний ярус обязательно прижимайте грузом.

Сушка вагонки
- Работа. Беспрекословно соблюдайте правила техники безопасности. Как свидетельствует статистика, деревообрабатывающие станки считаются наиболее травмоопасным оборудованием. Причем травмы очень тяжелые и нередко становятся причиной инвалидности. Это не значит, что станков нужно бояться, но относиться к ним следует с уважением. Что касается использования рукавиц, то к этому вопросу нужно подходить с умом. Рукавицы предохраняют руки от заноз, это верно. Но верно и то, что во время попадания рукавицы под режущий элемент затягивается кисть или рука, травмы намного опаснее.

Станок для изготовления вагонки
Какие нужно станки и оборудование для изготовления вагонки своими руками, мы будем рассказывать по ходу статьи. Дело в том, что есть большое количество технологий с учетом существующих станков, описать все в одной статье невозможно. Начнем с изготовления самой простой вагонки — такие работы доступны большинству неопытных мастеров.
Цена на модельный ряд фуговальных станков
Фуговальный станок
Подготовительная стадия
На данном этапе вагонка подлежит обработке защитными составами, которые препятствуют формированию плесени и развитию грибка, появлению синюшных и черных пятен на поверхности материала, также они обеспечивают древесине устойчивость к насекомым. Пропитка антисептиками – важная защитная мера, которая дарит материалу дополнительную защиту и повышает степень устойчивости вагонки к неблагоприятным факторам окружающей среды, таким как повышенная влажность, ультрафиолетовые лучи, перепады температур. Такие защитные вещества также повышают пожаростойкость древесной основы за счет снижения степени его воспламеняемости.
Предлагаем ознакомиться: Как построить каркасную баню своими руками
Обивочный материал необходимо пропитать с каждой из сторон, а потом оставить его для полного высыхания. Вагонка еще покрывается декоративными лакокрасочными основами для достижения оптимального цветового эффекта поверхности. Если был задействован бесцветный защитный состав, то на подготовительной стадии, материал можно покрыть морилкой или лаком.
Покраска производится в несколько слоев, с каждой из сторон, важно покрыть всю поверхность заготовки, в том числе пазы, торцы и шипы. Нанесение краски на горизонтальную площадь позволяет достичь наиболее равномерного ее распределения по поверхности, таким образом, удается избежать потеков и придать вагонке эстетичный вид.
Изготовление вагонки при помощи циркулярки

Изготовление вагонки при помощи циркулярки

Циркульная пила
Это самый простой вариант циркульной пилы, другие имеют дополнительные суппорты для фиксации других деревообрабатывающих механизмов, что намного расширяет их возможности.

Универсальный деревообрабатывающий станок
Шаг 1. Подготовьте пиломатериалы, определитесь с их количеством. Для работы вам понадобятся строганные с двух сторон доски толщиной примерно 15–20 мм и шириной до 10 см. Шире делать не нужно, это связано с тем, что вагонка имеет самый элементарный профиль, а он не может гарантировать отсутствие коробления во время эксплуатации. Вагонка будет соединяться в четверть, а такой замок не может полностью исключить коробление. Чем шире вагонка, тем большее значения может иметь коробление, в связи с этим не рекомендуется делать ее больше 8 см.

Определяемся с размерами досок
Шаг 2. Уберите рабочее место. Заготовки должны располагаться с одной стороны пилы, готовые изделия нужно складировать с другой.
Важно! Вам ничто не должно мешать под ногами, все внимание будет обращено на работающую пилу, под ноги смотреть некогда — это увеличивает риски травматизма. Если доски длиннее метра, то не работайте самостоятельно, т. к. это трудно и очень опасно. Кроме того, значительно возрастают риски получения серьезной травмы, увеличивается количество отходов. Дело в том, что вы не сможете на выходе доски из фрезы нормально ее прижимать к линейке, на торцах нарушается линейность фрезеровки.
Шаг 3. Подровняйте все доски по длине, осмотрите их поверхности. Если есть черные гнилые шатающиеся сучки – отбраковывайте пиломатериал. В домашних условиях такие сучки не обработать, они обязательно выпадут.
Во время складирования заготовок обращайте внимание на расположение волокон, особенно внимательно следите за расположением дефектов развития древесины. Участки со свилеватостью очень трудно обрабатываются. Располагайте доски таким образом, чтобы расположение свилеватости было по ходу вращения режущего инструмента, в противном случае чистота поверхности будет неудовлетворительной. На промышленных станках такие проблемы почти не возникают, они работают на высоких оборотах, имеют на одной головке минимум четыре ножа, механические прижимы исключают вероятность колебания доски во время обработки. За счет этого режимы резания соблюдаются идеально, качество обработки сложных поверхностей значительно повышается.

Опиливаем одну сторону доски
Важно! Никогда не снимайте с пилы защитный кожух и распорный клин. Они нужны не для того, чтобы удерживать летящие в глаза опилки, как думают неопытные столяры. Главное их назначение – не допускать обратного ударного вылета доски, при таком вылете она может пробить брюшную полость.

В отличие от других приспособлений, обеспечивающих безопасность, кожух с расклинивателем дает дополнительное удобство при пилении, так что не упускайте случай его использовать

Вот, что должно получиться
Шаг 4. Выставьте циркульную пилу. Если ширина досок неодинакова, то вначале нужно выровнять их. Для этого установите линейку пилы на нужном расстоянии от зубьев и прочно закрепите. Обращайте внимание, чтобы линейка была параллельной пиле, это очень важно. Заводские станки имеют специальные метки, для самодельных придется пользоваться угольником. Проверка правильности положения делается опытным путем. Возьмите небольшой отрезок доски и пропилите его, проверьте ширину и параллельность положения линейки. При необходимости повторите установку.

Вторую сторону опиливаем по линейке

Процесс опиливания по линейке

Фугование досок

Должно получиться следующее
Шаг 5. Простая вагонка имеет соединение в четверть, его можно сделать на обыкновенной циркулярке.

Соединение в четверть
Для этого нужно отрегулировать высоту стола пилы и ее расстояние до линейки. Как это делается? Для облегчения примера возьмем толщину доски 20 мм. Соответственно, четверть будет 10×10 мм.

Для этого можно использовать вот такую фрезу
- Отпустите крепление линейки и подвиньте ее к пиле. Расстояние между ними должно быть 10 мм, внимательно следите за параллельностью плоскостей. Закрепите линейку и проверьте правильность установки. Для этого пользуйтесь любыми отрезками, пропустите несколько для пробы.
- Отрегулируйте положение стола циркулярки таким образом, чтобы зубья пилы в максимальной точке располагались на высоте 10 мм.
После регулировки у вас высота пилы и ее расстояние до линейки должны равняться 10 мм. Если доски имеют иные параметры, то расстояния нужно корректировать в соответствии с ними.
Шаг 6. Начинайте делать соединение в четверть. Первый проход – доска плашмя, боковая поверхность плотно прижимается к линейке. После завершения на доске имеется пропил по всей длине.

Это можно сделать фрезой, а можно обойтись и без нее. В этом случае берется маленький пильный круг и устанавливается наискось. В результате получается так называемая «пьяная пила». Такой метод используется, когда нет фрезы. Он намного сложнее в настройке и используется, когда нет другого выхода. Лучше все же приобрести фрезу
Важно! Не прижимайте доски около пилы рукой, пользуйтесь деревянным бруском. Чтобы он не соскальзывал с торца доски, пропилите углубление — оно должно одновременно упираться о доску сверху и в торец. В торец длинной доски никогда не упирайтесь животом, держите ее только руками, а корпус должен располагаться сбоку.
Шаг 7. Установите доску на ребро, пропил должен быть со стороны линейки, выпиливайте четверть. Сразу же убирайте со стола отрезанную рейку, не засоряйте рабочее место.
Шаг 8. Поверните доску на 180° и повторите операцию с другой стороны. Вагонка должна иметь зеркальное расположение четвертей. Если с одной стороны углубление располагается сверху, то с противоположной оно должно быть снизу. Во время установки вагонки соединения ложатся внахлест и закрывают стыки.

Получилась вот такая вагонка
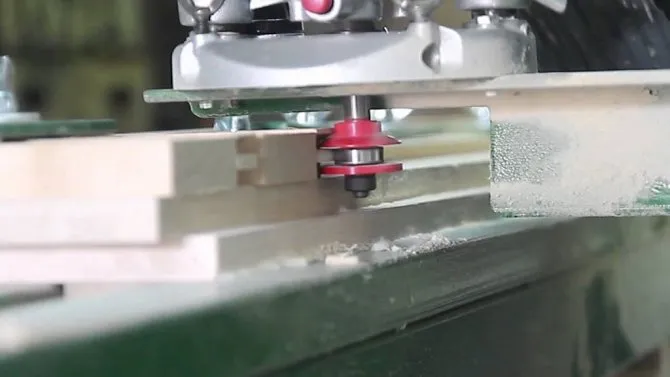
Шаг 9. Если есть возможность, рекомендуется видимые боковые грани отфрезеровать ручной фрезой. Подберите понравившийся профиль фрезы, прочно закрепите доску в вертикальном положении и сделайте проход инструментом. Как работать с ручными фрезами — подробно описано в инструкции производителя. Кстати, наличие ручной фрезы значительно расширяет возможности, такой инструмент рекомендуется иметь всем, кто занимается столярными работами.

Работа ручным фрезером
Если вы пользуетесь исправными пилами с победитовыми напайками, а станок обладает достаточной устойчивостью, то при изготовлении такой простой вагонки можно полностью обойтись без рейсмуса и фрезера. Правильно подобранные обороты пилы и оптимальная скорость подачи обеспечивают неплохую чистоту обработки поверхности. При необходимости последнюю можно в некоторых местах обработать шлифшкуркой или шлифовальной машинкой, и внешние поверхности вагонки по качеству будут вполне удовлетворительными.

Осталось взять отходы и напилить реек. Причем рейки необязательно делать такими же длинными, как и вагонки. Другими словами, доски сами по себе, рейки сами по себе. Места стыков реек никто не заметит. Рейки следует пилить тоньше, чем наши пазы. Рейки все равно будут прекрасно держаться в пазах за счет своей естественной кривизны. И, конечно, рейки просто пилятся. Их не надо строгать, тем более, что это крайне опасная затея. При использовании хорошей пилы рейка и так будет достаточно гладкой

Вот так выглядит потолок погреба, отделанный такой вагонкой
Теперь рассмотрим, как можно самостоятельно изготавливать евровагонку.
Цены на популярный модельный ряд циркулярных пил
Циркулярная пила
Формирование обрешетки
Вагонка монтируется на предварительно подготовленную обрешетку, выполненную из деревянных брусков и реек, прикрепленных непосредственно к стене или потолку, на расстоянии около метра друг от друга. Крепят такие элементы в перпендикулярном положении относительно планируемого положения вагонки, предусмотрено как горизонтальное, так и вертикальное размещение досок.
Для неровных стен предусмотрен вид крепления, где обрешетка выставляется по отвесу либо по уровню, когда производится:
- крепление подвесов к стеновой поверхности, на которые устанавливаются по уровню планки или бруски;
- забивание клиньев из пластика или дерева между элементами обрешетки и стеной, что необходимо для выравнивания бруса.
Предлагаем ознакомиться: Ремонт кирпичной печки своими руками
Когда стены ровные, то бруски можно крепить сразу к стенам, без предварительного выравнивания при помощи:
- гвоздей, которые подходят для деревянных поверхностей;
- дюбелей или шурупов, рекомендованных для бетонных и кирпичных стен;
- клея, применение которого предусмотрено для тех случаев, когда сверление и вбивание не может быть использовано.
Изготовление евровагонки на фрезерном станке
Это более сложные работы, понадобится солидный опыт работы с деревообрабатывающими станками. Мы расскажем о технологии, а размеры вагонки и профили лицевых поверхностей подбирайте самостоятельно с учетом наличия инструментов и личных предпочтений.
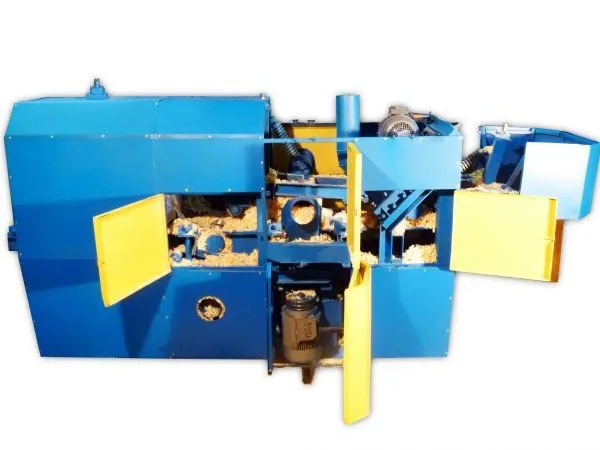
Конструкция станка достаточно сложная. В обязательном порядке к такому оборудованию должна быть приложена полноценная инструкция

Мы видим пример самодельного станка для изготовления вагонки, его составляющие и детали

Мы видим ещё один пример самодельного станка для производства вагонки в домашних условиях
Чем отличается евровагонка от обычной?
- Соединение шип/паз более глубокое. За счет этого исключаются риски просвечивания швов во время значительного уменьшения ширины досок, упрощается монтаж обшивки. В глубокий паз проще вставлять метизы для крепления.
- Обратная сторона имеет одну или две прорези – поверхности стен могут дышать, уменьшаются статические усилия во время изменения линейных размеров вагонки. Именно в результате сильных статических усилий обшивка дома может коробиться.

Фото — евровагонка категории В
За исходные данные принимаем, что доски нужных размеров уже подготовлены, материал отсортирован и сложен в надлежащем месте.
Шаг 1. Установите на станок фрезу для проделывания паза и боковой декоративной фаски, отрегулируйте глубину. Для этого освободите линейку, приставьте торец доски к ножу и, подвигая линейку ближе или дальше, найдите нужное положение. С большим усилием закрепите фрезерную головку и линейку.
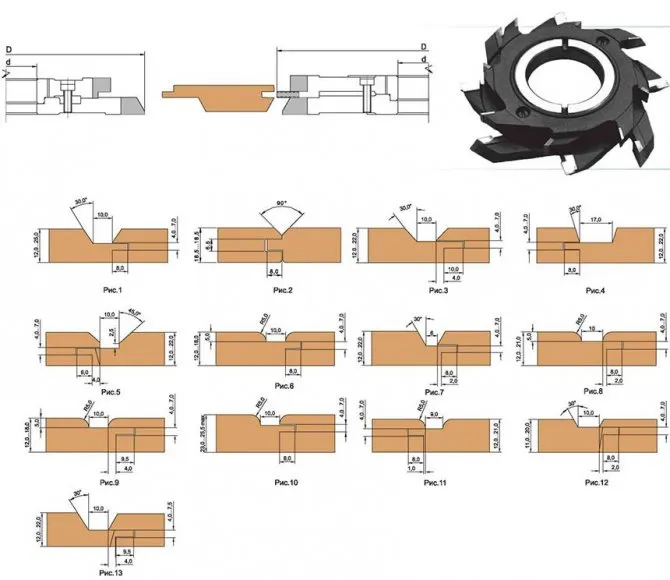
Фрезы, используемые при изготовлении пиломатериала
Для того чтобы правильно выставить все ножи на головке, нужно на пробу прострогать отрезок доски. Далее опять приставьте ее к фрезе и, медленно вращая головку в обратную сторону, проверяйте, все ли ножи работают. Узнать это можно по звуку, если все нормально, то количество незначительных касаний о доску должно отвечать числу фрез. К примеру, если головка имеет четыре ножа, а вы почувствовали только три касания, то это значит, что один нож не работает. Найдите, какой именно, отрегулируйте его положение. Делать это довольно сложно, понадобится несколько попыток. Следите, чтобы распорные клинья ножей были сильно прижаты к головке.
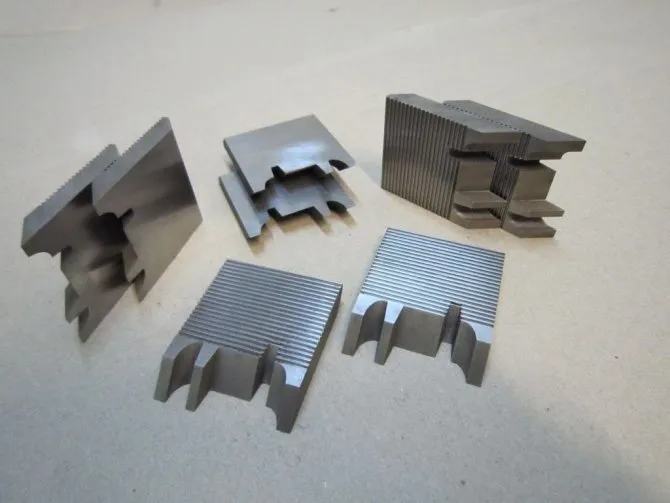
Ножи

Несколько различных ножей-насадок на самодельный станок для изготовления вагонки позволят создавать различные изделия из дерева
Шаг 2. Закрепите верхние и боковые прижимные упоры, установите нужное расстояние. Такие упоры намного облегчают процесс фрезеровки, улучшают качество и повышают безопасность труда. Пропустите с одной стороны все доски.
Шаг 3. Поменяйте фрезу на новую, она должна вырезать паз и снимать декоративную фаску. Прижимы повторно регулировать не нужно, ширина всех досок одинакова и во время первого прохода не изменялась.
Шаг 4. Снимите фрезу для боковых поверхностей, освободите линейку и прижимы. Установите фрезу для проделывания углублений с внутренней стороны вагонки. Размеры и количество канавок значения не имеют, подбирайте их по своему усмотрению.
Изготовление евровагонки на фрезерном станке
Практический совет! Если у вас нет специальных ножей для пропиливания канавок – не проблема, можете использовать те же, которые применялись для пропиливания паза. Приподнимите головку с таким расчетом, чтобы нож для паза располагался посредине доски. Нож паза длиннее, чем ножи для фасок, выставьте расстояние до линейки таким образом, чтобы работал только он. Глубина паза в этом случае будет примерно 3-5 мм, чего вполне достаточно для канавки.
Цены на популярный модельный ряд фрезеров
Фрезер
Установка каркаса
Крепят вагонку только на подготовленную несущую систему. Перед установкой каркаса важно заранее позаботиться о поверхности кирпичной или бетонной стены, на которую он будет монтироваться. На стене и потолке должны отсутствовать трещины, сильные впадины и выпуклости, размер которых превышает 10 сантиметров в диаметре.

Как монтируется каркас:
- При помощи метра и уровня измеряется каждый угол. Вам нужно найти самую низкую точку, т. к. она является исходной для проектирования несущей системы. От этой точки проводится горизонтальная линия по всему периметру поверхности;
- После, используя строительный угол и тот же уровень, необходимо провести прямую вертикальную линию, которая при правильной конструкции дома должна быть параллельной стене. Многие строители для таких целей используют бечевку с весом, т. к. она позволит отметить прямую линию благодаря силе тяжести, воздействующей на неё;
- По расчерченной системе устанавливаются деревянные рейки или металлические профили для крепления ГВЛ (гипсокартона). Специалисты советуют использовать дерево для постройки каркаса, т. к. к нему проще крепить панели.
- После каркас утепляется пенопластом (минеральная вата может использоваться только в спрессованном виде и в помещениях, где нормальный уровень влажности). Предварительно нужно доски обработать антисептиком и противопожарным составом.
На этом процесс монтажа каркаса можно считать оконченным. Если крепление деревянной или ПВХ-вагонки планируется проводить в ванной комнате или на балконе, то дополнительно нужно позаботиться про гидроизоляцию. Здесь пирог включает в себя пленку, защищающую каркас и утеплитель от конденсата и влаги из вне.
Выбор правильного дерева
Выбор материала для изготовления вагонки нельзя считать лишь сопутствующей процедурой. Именно на этом этапе закладывается качество будущего продукта. И главное при выборе — не ошибиться с древесиной. Осина, например, очень легко поддается обработке, но это совершенно плохой материал с точки зрения отделки: быстро теряет внешний вид, ее коробит от перепадов температур и изменения влажности.
Лучшими можно считать пиломатериалы из семейства хвойных.
И структура древесины очень приятная на вид, и обрабатывается не очень сложно, и срок службы такого дерева очень большой, особенно при хорошей его пропитке. Опасаться стоит только стволов деревьев, имеющих большое количество срезов от старых ветвей. Молодые ветви, как правило, не несут опасности для материала. А вот на месте старых ветвей при строгании часто происходит выпадение сердцевины ветви, которая уходит глубоко в ствол дерева.
Предлагаем ознакомиться с нашим ассортиментом материалов
-

Вагонка из лиственницы — сорт Экстра
Древесина Лиственница Ширина 96 мм Толщина 14 мм Длина 3 м Кол-во шт. в уп. 4 шт.
1850 руб/м2 -
Вагонка из лиственницы — сорт Прима
Древесина Лиственница Ширина 96 мм Толщина 14 мм Длина 3 м Кол-во шт. в уп. 4 шт.
1500 руб/м2 -

Как сделать кирпич из глины своими руками?
Для того, чтобы сделать кирпич из глины своими руками, вам понадобится следующее:
-
Глина: вы можете использовать глину из местных источников или купить в специализированных магазинах.
-
Добавки: чтобы улучшить свойства глины, вы можете добавить растительный муслин, керамические крошки или песок.
-
Формы: вы можете использовать формы, чтобы дать кирпичам желаемую форму.
-
Сушка: после того, как кирпичи формируются, они должны полностью высыхать, прежде чем они могут быть обжарены.
-
Обжиг: после сушки кирпичи должны быть обжарены в печи на высокой температуре, чтобы закрепить их форму и улучшить их свойства.
Это общие шаги, чтобы сделать кирпич из глины своими руками. Пожалу
Для того, чтобы сделать кирпич из глины своими руками, вам понадобятся: глина, вода, песок или другой наполнитель, формы для кирпичей. Процесс следующий:
-
Приготовьте смесь из глины, воды и наполнителя в пропорциях, удовлетворяющих вашим требованиям.
-
Наполните формы для кирпичей этой смесью и оставьте их на некоторое время в сухом и теплом месте, чтобы смесь полностью высохла.
-
Когда смесь полностью высохла, выньте кирпичи из форм и оставьте их в течение нескольких дней на сушке.
-
После того, как кирпичи полностью высохли, можете использовать их для строительства.
Примечание: Процесс может отличаться в зависимости от типа глины и наполнителя, которые вы используете.