Разновидности резьбы на болтах: метрическая, цилиндрическая, дюймовая и многое другое
На чтение 10 мин Просмотров 3к. 14.10.2020
Для установки сборочного соединения, способного выдерживать внешние механические нагрузки, или для точного позиционирования элементов в пространстве, используются болты, шпильки и гайки.
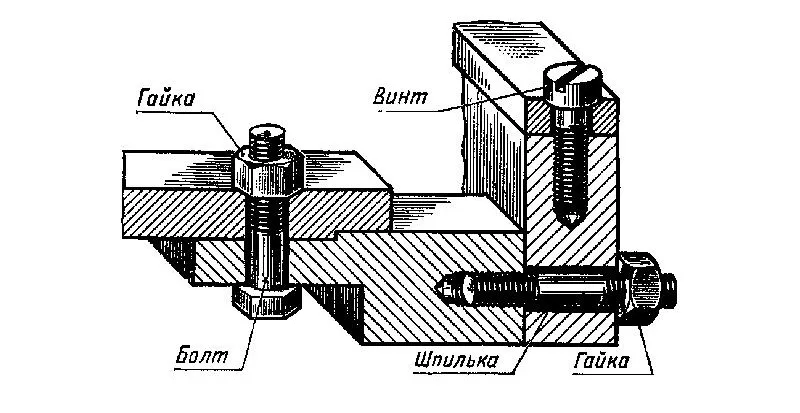 Для создания разъемного соединения деталей применяют болты, шпильки и гайки.
Для создания разъемного соединения деталей применяют болты, шпильки и гайки.Функциональное назначение резьбы
Винтовая нарезка, выполненная на стержне или внутри гайки, позволяет:
- удерживать детали на расстоянии, указанном в чертежной документации;
- фиксировать элементы конструкции от смещения относительно друг друга;
- обеспечивать плотную посадку деталей;
- защищать узел от разрушения (при чрезмерной нагрузке происходит срыв винта или шпильки);
- преобразовывать вращательное движение в поступательное (например, ходовой винт токарного станка обеспечивает перемещение суппорта).
Классификация и главные признаки
Резьбы подразделяются на категории по признакам:
- шкала измерения диаметра (метрические, питчевые, дюймовые или модульные);
- положение на поверхности (снаружи стержня или внутри просверленного в детали канала);
- направление витков (бывают нарезки с левым или правым расположением витков);
- количество заходов нарезки (стандартная однозаходная или специальные многозаходные);
- профиль (треугольный, трапециевидный, прямоугольный, сферический);
- взаимное положение кромок детали с нарезкой (цилиндрическая или коническая);
- назначение (крепежная, ходовая и ряд других).
Характеристика видов резьб
Резьба характеризуется несколькими параметрами:
- диаметр, измеренный между верхними точками выступов внешней нарезки или нижними точками впадин внутренней;
- шаг, указывающий на расстояние между одинаковыми боковыми плоскостями профиля;
- единицы измерения размеров;
- конфигурация профиля и положение боковой плоскости нарезки относительно осевой линии.
Резьба с треугольным профилем наносится на поверхности на автоматизированном оборудовании, рассчитанном на массовое производство. В некоторых мелкосерийных узлах встречаются крепления с прямоугольным или квадратным профилем, нарезанным на металлообрабатывающих станках.
Из-за пониженной точности и увеличенных затрат времени технология используется редко. Существуют специальные резьбы, которые отличаются профилем или шагом от стандартных значений. В документации для обозначения вводятся литеры Сп (например, Сп М40х1,5 левая).
Метрическая
Нарезка измеряется в мм, стандарты предусматривают поперечное сечение в пределах 1-600 мм при шаге в диапазоне от 0,25 до 6 мм. Профиль представляет собой равносторонний треугольник с вершинным углом 60°. Для маркировки используют литеру М (сокращение от слова metric) и числовой код, указывающий на диаметр (для мелкой нарезки указывают шаг, иногда вводится обозначение направления хода витка). В таблице приведены стандартные шаги метрической нарезки в соответствии с международными стандартами и нормативами ГОСТ.
| Номинал | Шаг, мм |
|---|---|
| М4 | 0,7 |
| М6 | 1,0 |
| М8 | 1,0 |
| М16 | 2,0 |
| М26 | 3,0 |
| М32 | 3,5 |
 Метрическая резьба.
Метрическая резьба.Болты и шпильки со стандартной метрической нарезкой встречаются в автомобилях, металлорежущих станках, бытовом оборудовании. Уменьшение шага при сохранении неизменного поперечного сечения позволяет повысить механическую прочность резьбы. Одновременно падает угол подъема нарезки, что обеспечивает дополнительную защиту от самопроизвольного отворачивания. Мелкую нарезку наносят на детали с небольшой толщиной стенки, работающие в условиях динамических нагрузок.
Метрическая коническая
Нарезка отличается положением боковых поверхностей с небольшим углом наклона к осевой линии (конусность 1 к 16). За счет изменения конфигурации обеспечивается герметичность стыка и фиксация соединения от самопроизвольного отворачивания. Для обозначения используют комбинацию букв МК, номинальное значение поперечного размера, шаг и направление хода витков (например, МК30х3,5LH или МК30х3,5RH для левого и правого типов соответственно).
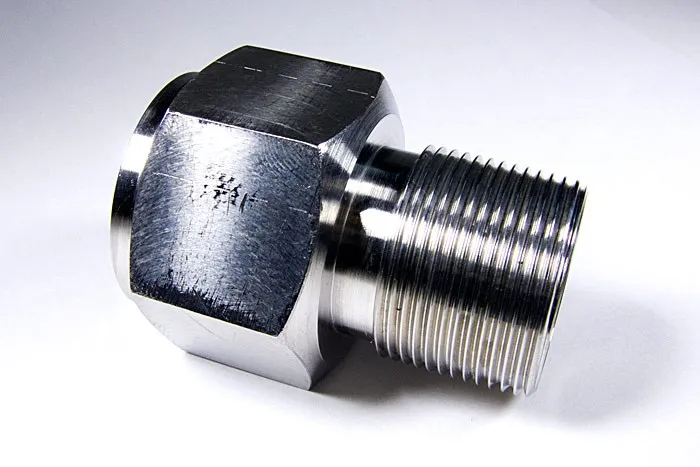
Цилиндрическая
Специальная цилиндрическая нарезка базируется на метрической, но отличается повышенной механической прочностью и стойкостью к воздействию высоких температур. Для улучшения характеристик впадины резьбы имеют увеличенный радиус скругления. Для обозначения используют буквы MJ, в коде указывают диаметр, значение шага и поля допусков нарезки.
Резьба предназначена для техники с жесткими режимами эксплуатации (например, в аэрокосмической отрасли). По габаритам детали взаимозаменяемы с элементами, имеющими метрическую нарезку.
Дюймовая
Британский стандарт дюймовой треугольной нарезки отличается системой измерения габаритов и углом при вершине, равным 55°. Базовый вариант имеет обозначение BSW (сокращение от British Standard Whitworth). Разновидность с мелким шагом имеет название BSF (от английского термина British Standard Fine). Шаг определяется как количество витков на 1″ (25,4 мм) нарезки, которая используется для соединения трубопроводов. На территории США и Великобритании стандарт применяют при изготовлении крепежных деталей, несовместимых с метрическими метизами.
Дюймовая цилиндрическая
Стандарт, распространенный на территории Северной Америки, имеет треугольный профиль с углом при вершине 60°. Предусмотрено разделение на категории UNC (Unified Coarse), UNF (Unified Fine), UNEF (Unified Extra Fine), 8UN и UNS (Unified Special) в зависимости от шага витка. Нарезка используется для фотографического оборудования (например, в СССР был принят специальный стандарт ГОСТ 3362-75, регламентировавший цилиндрическую дюймовую резьбу).
Дюймовая коническая
Коническая нарезка NPT (сокращение от National Pipe Thread) имеет треугольный профиль с верхним углом 60°. Выступы расположены на конической поверхности 1:16. Размеры регламентированы стандартом ГОСТ 6111-52, а также нормативами Американского национального института стандартов ANSI и общества инженеров-механиков ASME. Предусмотрены габариты резьбы в диапазоне от 1/16″ до 24″, нарезка используется для соединения трубопроводов для подачи воды, газа или технологических жидкостей.
Упорная
Резьбы, применяемые в нагруженных узлах и механизмах (например, гидравлических или винтовых прессах, прокатных станах), имеют треугольный профиль с углами наклона боковых граней 30° и 3°. Полученный пилообразный рисунок обладает повышенной механической прочностью, габариты регламентированы стандартом ГОСТ 10177-82. В обозначение входит литера S и числовые значения, позволяющие определить поперечное сечение, шаг и направление хода витков. Для многозаходной резьбы в коде указывается количество заходов.
Упорная усиленная
Для обеспечения повышенной несущей способности угол наклона боковых образующих профиля составляет 45° и 3°. Cтандарт ГОСТ 13535-87 допускает изготовление деталей с резьбой диаметром до 2000 мм. В идентификаторе присутствуют литера S и угол наклона 45°, указаны поперечное сечение, числовой индекс шага, направление нарезки и дополнительный код Тт. Резьба встречается в механических передачах типа винт-гайка.
Трапециедальная
Для нарезки ходовых винтов металлорежущего оборудования и прочих механизмов (например, грузоподъемных) используется метрическая резьба с оригинальным треугольным профилем, имеющим угол при вершине 30°. На территории Российской Федерации параметры нарезки регламентированы стандартами ГОСТ 9484-81, 24737-81, 24738-81 и 24739-81 (нормативы описывают различные параметры).
Для обозначения применяется индекс Tr (от trapezoidal), к которому добавлены значения номинального диаметра, шага, направления витков и идентификатора поля допуска. Резьба характеризуется пониженными потерями на трение. Для изготовления не требуется сложное технологическое оборудование. Дополнительным преимуществом является возможность передачи реверсивного движения при повышенных нагрузках.
 Трапецеидальная резьба характеризуется пониженными потерями на трение.
Трапецеидальная резьба характеризуется пониженными потерями на трение.Круглая для санитарно-технической арматуры
Для подключения сантехнического оборудования используется резьба, состоящая из окружностей при вершине и впадине, соединенных прямыми отрезками. Полученный треугольник с закругленными вершинами имеет угол в верхней точке 30°. Параметры регламентированы нормативом ГОСТ 13536-68, идентификатор состоит из букв Кр и чисел, указывающих на значения поперечного размера и шага (может присутствовать обозначение стандарта).
Нарезку можно встретить на вентилях смесителей, соединительных гибких трубопроводах, запорных кранах, устанавливаемых на магистралях.
Резьба используется в промышленном оборудовании, обладает повышенной динамической прочностью. Ограничено применяется для передачи усилий при тяжелых условиях эксплуатации.
Эдисона круглая
Нарезку легко узнать по сферическому профилю, используется только на цоколях ламп накаливания. Для идентификации применяется литера Е и номер (соответствующий диаметру). Если нарезка выполнена на неметаллических изделиях, то в код вводится наклонная черта и дополнительная литера N (например, Е27 или Е27/N). Для установки деталей инструмент не требуется, резьба затягивается рукой.
Трубная коническая
Нарезка имеет конические боковые кромки (коэффициент 1:16) и профиль с углом при вершине 55°. В идентификации используется литера R для внешнего типа и Rc для внутреннего. Индекс содержит номинальный поперечный размер и буквы LH для указания на левое направление витков. Параметры регламентированы стандартом ГОСТ 6211-81, а также международными нормативами ISO R7 и DIN 2999.
Трубная цилиндрическая
Резьба дюймового типа, базирующаяся на стандарте BSW (British Standard Whitworth). Предусмотрены несколько вариантов шага (от 11 до 28 ниток на дюйм). Профиль имеет очертания треугольника с вершинным углом 55°.
 Трубная цилиндрическая резьба.
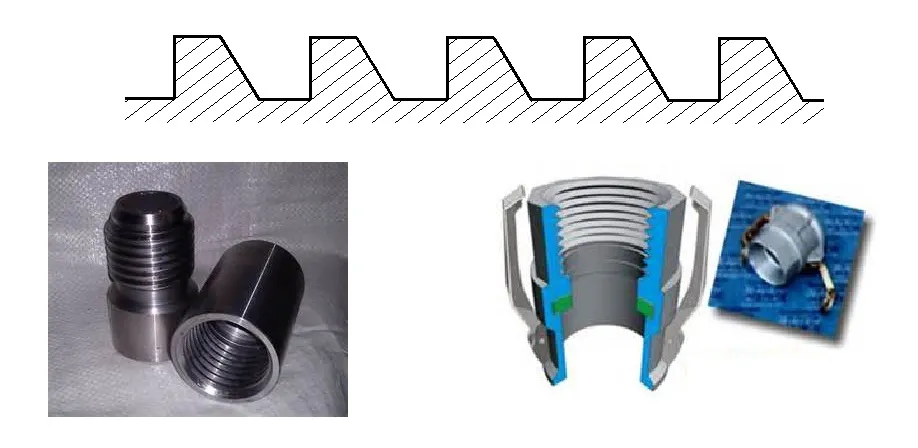
Трубная цилиндрическая резьба.Нефтяной сортамент
Нарезка предназначена для соединения труб, используемых при бурении скважин. Имеет коническую форму для обеспечения герметичности, профиль треугольный с вершинным углом 60° либо трапециевидный с разными размерами боковых граней (на схемах обозначается как резьба Батресс). Габариты регламентированы ГОСТом, а также нормативами Американского института нефти API.
Определение типа резьбы
Опытный механик может определить тип резьбы визуально, но полноценно выяснить параметры можно только при помощи штангенциркуля и калькулятора или специального металлического шаблона. При использовании измерительного инструмента полученные данные пересчитывают и сравнивают с табличными значениями.
На шаблонах нанесена маркировка, позволяющая назвать тип резьбы. В случае возникновения сомнений необходимо провести контрольный замер штангенциркулем и идентифицировать нарезку по таблицам.
Российская промышленность выпускает шаблоны 2 типов (с маркировками М60° для метрических профилей с углом 60° и Д55°, предназначенные для идентификации дюймовой или трубной нарезки с вершинным углом 55°). Металлические шаблоны собраны в общую пачку на центральной оси. На каждом элементе нанесена краской или выдавлена прессом цифра, указывающая на шаг резьбы (в мм или дюймах, в зависимости от типа шаблонов).
Сфера применения резьбовых соединений
Резьбовые элементы используют для:
- стыковки различных агрегатов (например, коробки передач с двигателем);
- сборки узлов (например, винты соединяют крышки с корпусом генератора);
- соединения металлоконструкций (наряду с заклепками и дуговой сваркой);
- сборки трубопроводов для подачи газа и воды (такое сопряжение имеет дюймовую резьбу);
- крепления технологического оборудования к фундаментам (например, металлорежущие станки устанавливают на залитые в бетон анкеры).
Резьбы принято разделять на категории по назначению:
- крепежные (например, метрические);
- крепежные с одновременной герметизацией (конические);
- грузоподъемные (например, упорные).
Преимущества и недостатки
Преимущества резьбовых соединений:
- высокая прочность и надежность;
- возможность многократной сборки и разборки;
- унификация болтов и гаек в соответствии с международными стандартами;
- удобство сборки и разборки конструкции;
- повышенное усилие при сопряжении поверхностей при небольшой нагрузке, прилагаемой к инструменту.
Наибольшее распространение получило болтовое соединение, при котором в сопрягаемых деталях необходимо просверлить отверстия соответствующего размера. В случае поломки или повреждения достаточно отвернуть гайку и установить новый крепеж. Корпусные детали остаются нетронутыми, что снижает себестоимость ремонта. Если сквозное отверстие выполнить невозможно, то используют винты с головкой под отвертку или специальную биту. Шпильки применяют для узлов из легких сплавов или для агрегатов, требующих периодической разборки для обслуживания или ремонта.
Для установки шпилек или винтов в деталях выполняются отверстия, которые формируют зоны повышенного напряжения в металле. При приложении чрезмерной нагрузки возможно частичное или полное разрушение узла или срыв крепления. Для предотвращения самопроизвольного отворачивания необходимы установка пружинных шайб либо шплинтов или нанесение герметика на резьбу. В ряде узлов применяют болты с конической кромкой, предотвращающей самопроизвольное отворачивание (например, крепления колесных дисков автомобилей к ступице).
Большим недостатком резьбовых соединений является наличие точек концентрации напряжений по длине профиля. Кроме того, следует учесть неравномерное распределение нагрузки по виткам. Например, при использовании гайки с 10 витками на первый приходится 34% усилий, а на последний — менее 1%. По этой причине в стандартных конструкциях высота гайки составляет 0,5-0,8 от диаметра.
При приложении знакопеременных нагрузок в резьбовых соединениях появляются усталостные трещины, приводящие к разрушению конструкции. Несмотря на подобную особенность, болты широко используются в машиностроении, при сборке мостов и корпусов кораблей, для соединения железнодорожных путей, в самолетостроении или аэрокосмической индустрии.
Чем накручивают резьбу?
Резьба — это геометрическая форма, которая используется для соединения двух деталей с помощью винта, болта или гайки. Чтобы сделать резьбу на поверхности детали, используются специальные инструменты — нарезные метчики или нарезные пластины. Нарезные метчики и пластины имеют режущие кромки, которые вырезают и удаляют металлические стружки из поверхности детали, создавая желаемую форму резьбы.
Существуют различные методы нарезки резьбы, которые могут использоваться в зависимости от материала детали и типа инструмента. Например, при нарезке резьбы на резьбонарезном станке инструмент, нарезной метчик или пластина, закрепляются на вращающемся шпинделе станка, а затем проходят через поверхность детали, вырезая резьбу.
Также существуют ручные инструменты для нарезки резьбы, такие как нарезные метчики, которые закрепляются в специальном держателе и затем вручную вращаются и проходят через поверхность детали, вырезая резьбу.
Наконец, в некоторых случаях резьбу можно нарезать с помощью специальных электрических или пневматических инструментов, которые используются для быстрой и эффективной нарезки резьбы на производстве.
Важно отметить, что для качественной нарезки резьбы необходимо иметь хорошо заточенный и подходящий инструмент, а также умение правильно настроить и использовать его.