Техники сварки оцинкованного металла — как варить трубы электродом и приваривать оцинковку к черной стали
Металлические изделия высокого качества, такие как металлоконструкции, трубопроводы, обшивка, а также разнообразные ёмкости, могут сталкиваться с усиленным процессом коррозии в определенных условиях, именно поэтому важна оцинковка. Если вы интересуетесь, как правильно провести сварку оцинковки, то…
Если хотите узнать как её варить и что для этого нужно, какие, к примеру, электроды подойдут для оцинкованных труб, то все это Вы найдете в нашей статье.
- Слой цинка, которым покрывают
- Что нужно учитывать при сварке оцинковки
- Нужно ли удалять покрытие
- Способы сварки
- Ручная дуговая
- Tig сварка в аргоне
- Полуавтоматическая
- Под слоем флюса
- Газовая
- Контактная сварка
- Этапы подготовки и сварки
- Удаление цинкового покрытия
- Подбор электродов
- Подбор присадочной проволоки
- Как варить оцинковку – правила и рекомендации
- Как приварить оцинковку к черному металлу
- Как варить оцинкованные трубы
Слой цинка, которым покрывают
Покрытие сталей цинкосодержащими составами производится для защиты их от коррозии. При сложных условиях работы появление лёгких окислов и сильной ржавчины предотвратить можно с помощью сравнительно простого покрытия. В результате срок службы материала продлевается в разы.

Температура плавления оцинкованной стали такая же, что и у обычной, но сам цинк плавится раньше. Он испаряется и как химический элемент вступает во взаимодействие с кислородом и другими элементами.
Образующиеся вещества токсичны для человека – они приводят к поражению органов дыхательной системы (вплоть до отёка), появлению онкологических заболеваний и различных патологий. Сильные отравления чреваты смертью. Наличие цинка – опасность для здоровья, поэтому планирование работ и соблюдение техники безопасности являются основополагающими факторами.
Что нужно учитывать при сварке оцинковки
Сварка оцинковки нуждается в предварительном осмыслении всего 2 моментов:
- температура плавления оцинкованной стали начинается около 1520 °С – порог потери твёрдости цинком находится на 419 °С, а начало его перехода в газообразное состояние – на 906 °С;
- степень токсичности паров цинка – очень высокая.
Из-за первого момента сложно проводить соединение деталей привычными методами – требуется оградить расплавляемый защитный слой цинка от атмосферного кислорода.
Второй момент – более комплексный: газообразный цинк воздействует на сварщика и окружающую атмосферу, а также одновременно загрязняет сварочную ванну. Состав и свойства свариваемого основного металла тут же изменяются – причем всегда в худшую сторону.
Поэтому для сварки оцинкованной стали необходима грамотная организация всего процесса – от подготовки и выбора оборудования до применения особых приёмов в работе.
Нужно ли удалять покрытие
Для предотвращения загрязнения парами сварка оцинковки начинается с удаления защитного цинкового покрытия. Суть операции – убрать его с торцов свариваемых кромок, тогда в качестве расплавляемого металла будет только сталь. В результате шов будет сравнительно чистым, его свойства останутся на примерно том же уровне, что и основной металл.

Выполнить это можно такими способами:
- механическая зачистка – абразивным инструментом, щётками и наждаком;
- травление кислотой или обработка щёлочью – они «съедят» слой цинка, которым покрывают сталь, после чего останется помыть заготовки и подсушить;
- термический обжиг газовой горелкой – техника для опытных специалистов, так как температура факела составляет не менее 1600 °С, поэтому здесь появится токсичный испаряющийся цинк.
В любом случае важно получить блестящую металлическую поверхность.
Способы сварки
Сварка оцинкованного металла отличается определёнными нюансами. Из-за особенностей металлургических процессов важно применять определенные виды сварки и планировать процесс (вне зависимости от способа) следующим образом:
- если толщина материала более 3-4 мм, рекомендуется предварительная обработка кромок – созданием фасок и скосов;
- шов рекомендуется выполнять ступенчатым, часто отрывая электрод от ванны;
- наращивание длины шва выполняется без спешки – так обеспечивается равномерность внутренних напряжений;
- сварщик обязан работать в защитной маске с индивидуальной подачей воздуха, помещение необходимо проветривать, на удаление сварочного аэрозоля должна работать вентиляция.
При работе без предварительного удаления цинкового покрытия рекомендуется дождаться выкипания цинка, тогда будет свариваться основной материал. При высоком остаточном содержании шов почти гарантированно растрескается и вспучится.
В некоторых случаях может быть применена холодная сварка.
Ручная дуговая
Создать неразъёмное соединение с помощью инвертора и штучных электродов можно, главное – подобрать оптимальные электроды по оцинковке. Их выбор проводится не только на основе химического состава металла, но и его толщины.
Сам процесс важно вести без промедления и с высокой аккуратностью, ключевое значение играют опыт и квалификация сварщика. Низкая скорость сварки ведёт к прожогу толщины детали и выжиганию цинка, высокая – к сильной неоднородности шва. Проблема заключается в большом объёме капель переносимого металла и их различном размере.
Можно выделить такие ключевые нюансы работы:
- рекомендуется предварительное снятие фаски на кромках – углубление будет заполняться присадочным металлом;
- силу тока следует повысить на 10-20 А – это предотвратит появление пор;
- после остывания важно сбить шлак – всплывающие в ванне вещества перенасыщены легирующими элементами, поэтому их дальнейшее влияние на металл будет негативным.
Движения электродом можно выполнять возвратно-поступательные – чередуя смещение вперёд с возвратом обратно. Таким образом цинк будет удаляться постепенно – а не выгорая и попадая в ванну в значительном количестве.
Tig сварка в аргоне
Сварка оцинкованной стали в среде инертного аргона лучше всего применима для наиболее «тонких» работ. Эта разновидность ручной дуговой сварки интересна газовой защитой расплавленного металла от окисления. Ей часто выполняется сварка нержавейки и черных сталей.
Однако данный способ применяют не так часто из-за его низкой производительности.
Полуавтоматическая
Сварка оцинковки полуавтоматом применяется часто – это качественный и сравнительно простой способ создания соединения. У него есть свои особенности:
- силу тока важно учитывать совместно со скоростью подачи проволоки;
- анод («+») подключается к присадочной проволоке, катод («-») – к свариваемой поверхности;
- диаметр сопла подвержен механическому износу, поэтому для качественной подачи важно отслеживать его состояние.
При внимании к этим моментам шов окажется ровным по кромкам, а накладываемый слой при сварке стали будет равномерным по глубине и структуре.

«Плюс» техники – в универсальности и простоте. «Минус» – слишком сильный сквозняк способен сдуть защитный газ и вмешаться в металлургию сварочной ванны, поэтому важно ставить ограждения.Баллоны можно размещать в любом безопасном месте, а вот рабочую зону сварщика необходимо тщательно закрывать.
Важно оценить параметры дуги: напряжение устанавливается под фактический диаметр проволоки, а саму проволоку подбирают с учётом толщины металла.
Под слоем флюса
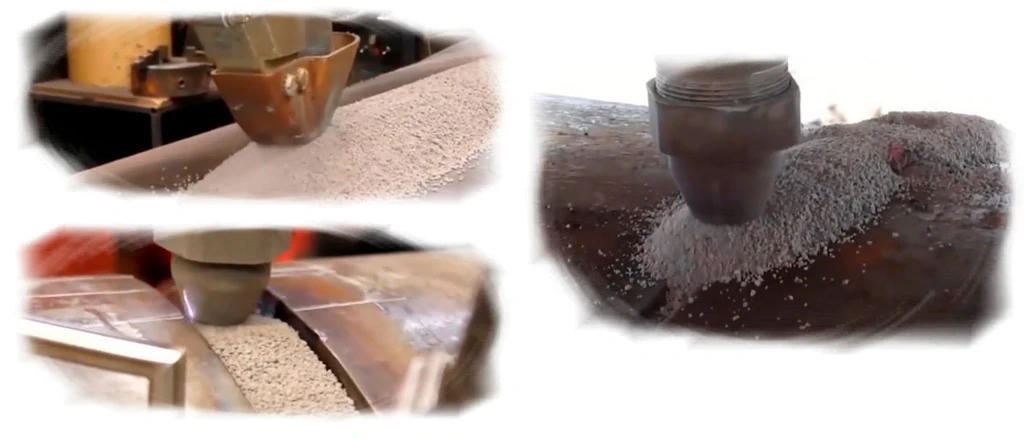
Оцинковка, сваренная под слоем флюса, будет иметь более качественный шов – по причине высокой защищённости жидкого металла от атмосферы.
Единственное серьёзное требование – соединяемые поверхности следует подготовить. Многие флюсы обеспечивают приличную защиту, в отдельных случаях потребуется очистка и обезжиривание кромок. Подбор расходных материалов производится по тем же правилам, что и при других способах сварки. Единственное исключение – флюс: нужные тип и количество зависят от химсостава свариваемых деталей.
Важный момент – диаметр подающего сопла. Его следует подбирать пропорционально толщине металла, примерно 1 мм отверстия на 2 мм металла:
- малый диаметр – опасность недогрева сварочной зоны;
- большой ф – риск перегрева зоны и испарения цинка.
Флюс позволяет сварить повышенные толщины – до 5-6 мм без риска значительных дефектов.
Газовая
Газовая сварка оцинкованного металла задействуется при условии необходимости сохранения цинкования. Для этого потребуются газовая горелка, дополнительное защитное покрытие и присадочная проволока.
Суть повторяет электродуговой процесс:
- кромки зачищаются от имеющихся загрязнений и обезжириваются;
- места, где будет сварочный шов, обрабатываются паяльной кислотой или другим флюсом – её задача состоит в защите слоя цинка;
- к зазору между деталями подносят проволоку;
- газовой горелкой расплавляют присадку – стараясь не направлять пламя на цинк.
Флюс наносят равномерно, нагревать его горелкой не рекомендуется – иначе придётся восстанавливать цинковое покрытие.
По завершении работ остывшее соединение нужно обработать средством от коррозии.
Контактная сварка

Контактная (или точечная) сварка листов очень распространена в машиностроении. Сварить этим способом объёмную конструкцию и обшивку не составляет значительного труда – при наличии специальной оснастки.
Особенность этой оснастки – создание сварной точки: такой шов отличается высокой механической прочностью и имеет форму, близкую к кругу. Сопутствующая особенность метода – постепенный износ ценных охлаждаемых электродов, которые изготавливаются из меди и полыми (внутрь поступает вода для снятия паразитного тепла).
Такой метод соединения заготовок требует больших энергетических вложений, поэтому обработка оцинкованных изделий целесообразна на этапе хотя бы серийного производства.
Этапы подготовки и сварки
Начало любой работы – подготовка:
- обеспечить все СИЗ (в первую очередь – закрытую маску с подачей чистого воздуха), включить местную и общую вентиляцию;
- определиться со способом сварки – в зависимости от толщины металла, его химсостава, формы заготовок и доступности к ним: «полуавтомат» – для сталей с толщиной от 1,0 мм, газокислородный способ – для любых толщин, РДС – для сталей толще 2,0 мм, контактная – для листов;
- при необходимости – потренироваться на обрезках.
После организации следует подготовить кромки – подрезать в размер, выставить равномерный зазор, убрать скосы и выровнять при необходимости.
Удаление цинкового покрытия

Для защиты здоровья работников рекомендуется предварительное снятие покрытия. Сделать это быстро можно так:
- болгаркой или схожим электроинструментом с зачистным кругом, или жёсткой щёткой – до появления яркого металлического блеска основного материала (по завершении – подмести и убрать за собой в обязательном порядке);
- обработать раствором соляной или серной кислоты – цинк вытравится и не будет представлять химической опасности при сварке (важно не дышать над этими реагентами);
- выжечь цинк газовым пламенем, подогревая поверхность не напрямую, а по касательной – так меньше будет вноситься паразитного тепла в заготовку (вентиляция и ещё раз вентиляция).
Токсичные пары – главная опасность на этом этапе. При невозможности удаления или при сложностях с этим (включая дальнейшее восстановление) можно на время сварки наложить асбестовую ткань, сильно смоченную водой.
Подбор электродов

Электроды для сварки оцинкованных труб подразделяются на 2 группы по типу защитного покрытия:
- основное – для сварки оцинкованной стали с низким легированием: УОНИ (13/45, 13/55), LB-52U;
- рутиловое – для работы с оцинковкой, содержащей минимум углерода: ОЗС-4, АНО-4, МР-3.
Электроды по цинку подбираются исключительно по типу и химическому составу обрабатываемой стали. Корректно выбранные обеспечат высокую прочность шва и постоянство его физико-химических свойств, а при самом процессе будет меньше разбрызгивание.
Опыт показывает: для отдельных изделий лучше выбирать проверенные варианты. Так, хорошие электроды для сварки оцинкованных труб – это УОНИ 13/45, ОЗС-12, ЦУ-5, ЦЛ (20, 39), ТМУ-21 и ТМЛ.
Подбор присадочной проволоки
Как и электроды по оцинковке, присадочная проволока тоже подбирается по химсоставу. Отдельным требованием является невысокая температура плавления – это позволяет выполнить минимальное оплавление основного металла (что переходит в разряд пайки, но суть остаётся той же).
Приваривать друг к другу металлические заготовки проволокой оптимально с помощью полуавтомата или инвертора – простота манипуляций в этих случаях будет максимальной. Вне зависимости от толщины заготовок оптимально взять какую-то из следующих марок:
- OK AUTROD 12.51: предназначена для сварки полуавтоматом оцинковки и легированных сталей, состав материала отличается пониженным количеством фосфора и серы (что гарантирует низкое разбрызгивание и высокое качество шва);
- OK TIGROD 12.64: пруток омеднённый штучный, позволяет заварить стык гладким швом, для снижения количества пор легирован кремнием и марганцем (это позволяет снизить требования к очистке кромок);
- OK ARISTOROD 13.08: проволока без омеднения, легирована молибденом и марганцем, подходит для работы полуавтоматическим аппаратом в среде защитных газов (чистый углекислый газ или в смеси с аргоном).
Цельная или порошковая проволока не так важно – в отличие от состава.
Как варить оцинковку – правила и рекомендации
Основное правило при сварке оцинковки (неважно, с электродами или газовым пламенем) – включённая мощная вентиляционная система. Опасность этого материала заключается в высокой токсичности, поэтому степень защиты человека нужна максимальная.
Предварительное снятие скосов обязательно при толщине свыше 4 мм – в ином случае появятся деформации, а шов окажется с излишне высоким валиком, который потом потребуется дополнительно счищать. Также очень вероятно образование непровара в корне шва.
Варить оцинковку толщиной 2,0-2,5 мм можно ручной дуговой сваркой. Сварка оцинкованных труб электродами производится с частым отрыванием прутка от ванны, шов увеличивается только на малую длину – так достигается его равномерность и отсутствие вспучивания. Перемещение прутка выполняется плавно, его держат примерно под 45° (при повышенном наклоне появляется опасность прожога металла).
Начальный этап обработки некоторого участка может характеризоваться догоранием цинка – это нужно переждать, или свариваемая сталь будет трескаться.
После получения результата следует не забыть восстановить цинковое покрытие. Для этого выпускаются различные составы в удобной упаковке (ёмкости и герметичные пакеты). При обработке ранее зачищенной поверхности важно не забыть уделить внимание месту крепления сварочных кабелей (клемм) – здесь образуются прижоги.
Соединение кардинально отличающихся по химическому составу материалов возможно только при надёжной защите от негативного воздействия атмосферного кислорода. Даже если взять инверторный источник питания и точно настроить рабочие параметры, подобрать электроды для оцинкованных труб или других заготовок – вопрос защиты является первым.
Качественно сварить оцинковку с чёрным металлом можно с помощью таких техник:
- аргоновая сварка (TIG);
- полуавтоматическая сварка (MIG/MAG);
- ручная дуговая сварка (MMA);
- сварка неплавящимся электродом.
При каждом способе важно применять электроды или проволоку по цинку. Они должны быть рассчитаны на работу одновременно с чёрными и цветными металлами.
При полуавтоматической и аргонодуговой сварке защиту расплавленного металла лучше всего организовать газовым способом – подачей сюда инертного газа. В ином случае качество шва не гарантируется.
Как варить оцинкованные трубы
Сварка оцинкованных труб электродами (проволокой) в целом проводится по той же технологии, что и для других изделий.
С точки зрения качества и сохранности цинка оптимально сработать газовой горелкой. Нюансы есть только в манипуляциях:
- предварительное снятие защитного слоя не нужно – хватит подогреть края труб на удалении до 25-30 см от торцов, при появлении своеобразной прозрачности покрытия следует прекратить нагрев;
- присадочный материал подводят к трубам и оплавляют пламенем (которое важно удерживать в направлении не на трубы), в ходе чего образующиеся капли будут формировать шов.
Варить оцинкованную трубу лучше всего с подачей проволоки под 20-30° к поверхности трубопровода.
Если у Вас остались вопросы задавайте из в комментариях. Мы постараемся Вам помочь.
Когда арматуру вяжут а когда варят?
Арматуру вяжут, когда ее необходимо соединить и закрепить в бетонной конструкции, такой как фундамент, стены или колонны. Вязка арматуры обычно выполняется вручную с использованием специальных инструментов, таких как крюки, плоскогубцы, пряжки и др.
Арматуру варят, когда нужно выполнить соединение арматурных стержней, например, для создания сварных сеток или для закрепления дополнительных элементов. Сварка арматуры выполняется с помощью сварочного аппарата и специальной сварочной проволоки.
Выбор метода соединения арматуры зависит от типа бетонной конструкции, ее размеров и нагрузок, которые она будет выдерживать. Также необходимо учитывать требования строительных норм и правил, регулирующих использование арматурных конструкций в разных условиях эксплуатации.