Как корректно приварить петли к профильной трубе на воротах, калитке или металлической двери
18.01.2019
Как приварить петли на ворота гаража или забора
Надежность и долговечность ворот в гараж или двор зависят от того, как сделан монтаж петель. То же самое применимо и к калиткам. При этом необходимо учитывать особенности конструкции и свойства материала, из которого они изготовлены.
Как осуществить приварку петель к профильной трубе?

Выбираем петли
Выбор осуществляется с учётом размера и массы створок. Например, к воротам для гаража из металла потребуются более прочные петли с опорным подшипником, чем для калитки. В магазинах предлагают разнообразные виды:
- Каплевидные с опорным подшипником рассчитаны на вес до 400 кг.
- Цилиндрические благодаря усилителю, который работает как распределитель нагрузки, и опорному подшипнику обеспечивают лёгкость открывания при нагрузке до 600 кг.
- Сквозные выбираются, если невозможно приварить петли или закрепить болтами. Фиксация производится с помощью сквозного отверстия в стойке. К створке крепятся гайками. Максимальная нагрузка до 200 кг.
- 3-хсекционные трудно взломать, используются для навески тяжёлых створок.
- Кованые функциональны, и применяются как украшение деревянных ворот.
- Стальные петли-стрелы часто устанавливают на гаражные ворота, сделанные из толстого металла.
- Петли с возможностью регулирования по высоте полезны, если положение опорных стоек может изменяться.

Петля с опорным подшипником обеспечивает лёгкость открывания при нагрузке до 600 кг
Правильно привариваем петли своими руками
Чтобы конструкция не проседала под собственным весом и удобно открывалась, правильно приваренные петли на ворота должны отвечать следующим требованиям:
- сварные швы делаются непрерывными;
- по возможности петли провариваются по всему периметру;
- чтобы навесы не подвергались дополнительным нагрузкам, их устанавливают максимально ровно;
- при навешивании тяжёлых створок устанавливать дополнительные петли.
Привариваем ушки
У неопытного мастера может не хватить умения надёжно приварить петли с цилиндрическим корпусом к плоской поверхности. В таком случае используются пластинки из металла, называемые платиками или ушками. К петлям их приваривают в следующем порядке:
- На ровную поверхность параллельно кладутся две пластины с промежутком между ними 2 – 3 мм;
- В зазор помещают петлю;
- Пластины приваривают непрерывным швом к цилиндрическому корпусу. Одну к верхней части петли, а другую к нижней.
Особенности приварки петель к круглым, квадратным и каменным столбам
Чтобы ворота функционировали без заедания, нужно приварить петли к круглым столбам через металлические подложки толщиной 2 – 3 мм. Место установки навесов на стойке нужно сдвинуть на 5 – 6 мм наружу. Это обеспечит максимальный раствор створок.
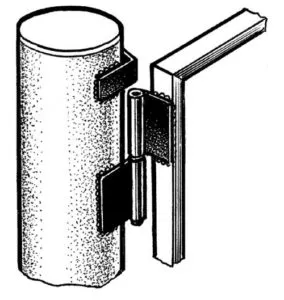
Место установки навесов на круглом столбе нужно сдвинуть на 5 — 6 мм наружу
На квадратные опоры петли устанавливаются заподлицо с наружной стороной. Сначала их только прихватывают. Затем с помощью деревянного бруска или уголка производится выравнивание по вертикали, контролируя его отвесом. Если после предварительной навески ворот их открыванию ничего не мешает, производится окончательная сварка.
Внутри каменных столбов, предназначенных для навешивания ворот, помещается металлическая труба. К ней привариваются закладные для установки петель. Если бетонный или каменный столб без закладных, навесы крепятся с помощью вбитых или вкрученных в отверстия прутьев. Для массивных ворот на кирпичные и каменные заборы в качестве опор применяются швеллеры, установленные на столбчатых фундаментах.
Для приваривания петель на ограде и воротах из профильного листа подготавливается пара перемычек. Их устанавливают параллельно длинным сторонам. Расстояние между ними выбирается таким, чтобы поместилось три перемычки. После закрепления снизу и сверху привариваются петли. Чтобы избежать повреждения сваркой, профлист прикручивается поверх установленных навесов. Для надёжности рекомендуется приваривать гаражные петли, способные выдерживать значительные нагрузки.
Примеряем ворота и делаем разметку
Готовые створки устанавливаются в проём и выравниваются по уровнемеру. На расстоянии около 20 см от верхнего и нижнего края намечается куда нужно приварить петли. Если вес створок превышает 200 кг, вверху устанавливается ещё один навес. После разметки отвесом или лазерным уровнем проверяется положение петель по вертикали, чтобы не было ни малейшего перекоса, иначе они быстро износятся.
Привариваем петли к воротам
С навесов удаляют ржавчину и грязь. Затем их покрывают солидолом или похожей смазкой, чтобы не было спекания во время сварки. Под круглые петли, для обеспечения плавности хода, подкладываются пластины из металла толщиной до 5 мм. Навесы сначала прихватываются к створкам, а затем – к опорам. Если после проверки открытия и закрывания изъянов не обнаружено осуществляется окончательная сварка. Установка петель на металлические двери и калитке делается по аналогичной схеме.

Навесы сначала прихватываются к створкам, а затем — к опорам
Еще пара полезных советов
Рекомендации специалистов помогут качественно приваривать навесы:
- петли на гаражные ворота лучше устанавливать, положив их на землю;
- вертикальные швы выполняются снизу вверх не давая стекать расплавленному металлу;
- для удобного закрывания створок под нижней петлёй перед приваркой помещается подложка.
Процесс приваривания петель несложен, но не стоит надеяться на точность своего глазомера. Лучше семь раз перепроверить измерительными инструментами, чтобы не пришлось всё переделывать. Торопливость при опробовании ворот, не дожидаясь полного остывания сварных швов, тоже приведёт к повторному выполнению работы.
Оценка статьи:
(пока оценок нет)
Какой сваркой лучше варить профильную трубу?
Для сварки профильной трубы рекомендуется использовать сварочный метод MIG/MAG (Metal Inert Gas / Metal Active Gas) или сварку полуавтоматом.
Метод MIG/MAG является наиболее эффективным и быстрым способом сварки металлических конструкций, в том числе и профильных труб. Он осуществляется за счет создания электрической дуги между сварочным электродом и свариваемым металлом при помощи защитного газа (инертного или активного), который обеспечивает защиту сварочного шва от воздействия кислорода и других внешних факторов.
Также можно использовать метод TIG (Tungsten Inert Gas), который позволяет добиться более высокого качества сварочного шва, однако он более трудоемкий и медленный, чем MIG/MAG, что делает его менее пригодным для сварки крупных конструкций.
В любом случае, для сварки профильной трубы необходимо выбрать оптимальный сварочный метод в зависимости от характеристик трубы, ее толщины, металлических свойств и других факторов.