Как выполнять пайку полипропиленовых труб в труднодоступных местах — подробная инструкция
На чтение 12 мин Просмотров 38.2к. 07.12.2020
Полипропиленовые трубы (ППР) из-за своей доступной цены, физических характеристик и удобства монтажа пользуются широким спросом в бытовых условиях, когда требуется организация системы холодного и горячего водоснабжения.
Поэтому полезно изучить приемы — как правильно спаять трубопровод у стен, особенности пайки в углах, желательно уметь провести ремонт полипропиленовых участков трубопровода с соблюдением технологии.
При этом очень важно сделать правильный выбор инструмента и знать наиболее часто встречающиеся ошибки у новичков.

Рис.1 Промышленный аппарат для пайки ППР стыковым способом – принцип работы
- Способы сварки полипропиленовых труб
- Необходимый инструмент для пайки полипропиленовых труб малого диаметра
- Пайка полипропиленовых труб в труднодоступных местах
- Сварка и монтаж отдельной части системы трубопровода
- Особенности пайки в углах
- Последовательность и важные правила пайки полипропилена
- Ошибки при пайке пластиковых труб
- Неправильный выбор паяльника
- Перепай
- Малый нагрев, неправильный угол и другие ошибки
Способы сварки полипропиленовых труб
Для соединения полипропиленовых труб используются несколько способов сваривания в зависимости от их диаметра, толщины стенок и области применения:
- Стыковой. Методика применяется для стыковки элементов трубопроводов большого диаметра, используемых в промышленной и коммунальной сфере. Процесс происходит путем одновременного нагревания плоским диском предварительно обрезанных под углом 90 градусов трубных торцов, после чего их кромки с усилием прижимаются друг другу на специальном станке.
- Муфтовый. Технология практически не используется в при сварке полипропиленовых труб (в основном с ПНД), соединение происходит с помощью электросварных муфт, в которую вставляются оба конца трубных элементов. При пропускании электрического тока внутренний корпус разогревается, становится более мягким и теряет свою жесткость. В результате этого процесса он сжимается под давлением внешней оболочки, образуя прочный неразъемный стык между соединяемыми элементами (активное упрочнение). После охлаждения эффект активного упрочнения остается, плотно прижимая муфту к трубам.
- Раструбный способ. Широко применяемый в быту и во всех сферах промышленности метод, состоит в соединении двух концов полипропиленовой трубы с помощью полипропиленовых фитингов. Для нагревания в быту и промышленности используются специальные сварочные аппараты (утюги) и нагревательные насадки, которые одновременно нагревают поверхность трубы и внутреннюю часть фитинга, после чего элементы состыковываются.

Рис. 2 Сварочное устройство — паяльник
Необходимый инструмент для пайки полипропиленовых труб малого диаметра
Метод термической диффузии, используемый для сваривания элементов из полипропилена, реализуется за счет их нагрева специальными устройствами, обычно именуемыми паяльниками или утюгами. Конструктивно агрегат представляет собой стальной корпус с вмонтированным нагревательным тэном, к которому прикручиваются цилиндрические нагреватели (насадки), по размерам соответствующие стандартным наружным диаметрам полипропиленовых труб.
Температура задается механическим терморегулятором и двумя выключателями, в более современных устройствах устанавливается электронный индикатор температуры с процессорным управлением нагревом. Основное количество утюгов имеют плоскую форму, менее распространенная разновидность имеет круглый нагревательный элемент, насадки на котором фиксируются двусторонними прижимными винтами.
Помимо утюга для сварного монтажа магистрали из полипропилена требуется следующий инструмент:
- Ножницы. Предназначены для нарезки полипропиленовых труб, часто идут в комплектации с паяльным прибором.
- Карандаш и рулетка. Инструмент, а также уголок и ножик, служат для точного обмера и контроля расположения вырезаемых участков, снятия внутренней фаски.
- Набор соединительных фитингов. Включает в себя прямые и угловые муфты, тройники, краны, резьбовые фитинги и другие детали арматуры, служащие для изменения направления или подключения сантехнических приборов в магистраль.
- Средства бытовой химии. Вещества могут понадобиться для обезжиривания свариваемой поверхности и ее очистки от грязи.

Рис. 3 Инструменты для работы с ППР
Пайка полипропиленовых труб в труднодоступных местах
Решая, как паять полипропиленовые трубы в труднодоступных местах, следует учитывать следующие факторы.
Работа с полипропиленовыми трубопроводами в узких местах сложнее, чем сварка на прямых трубных прогонах в условиях достаточного пространства. К неудобным местам обычно относят пространство вверху под потолком, точки в углах и условия ограниченного пространства, затрудняющие установку паяльника на подставку. В последнем случае без посторонней помощи вам не обойтись, альтернативным решением является специальный крюк, подготовленный заранее в удобном месте, на который можно вешать паяльник.
При слишком близком расположении спаиваемых трубных участков друг от друга на стене используют специальный прием — прямую и ответную части стыка прогревают по очереди. При этом первый участок греют чуть дольше положенного времени, а после греется труба меньшее время и при возможности с повышенной температурой (регулятор устанавливают на больший диаметр).
Ситуацию, когда спаиваемые отрезки должны быть определенной длины, но при сварке их паяльником в линию одну из частей придется обрезать на ширину двух насадок и греющего утюга, можно решить другим способом. Приобретается аналогичная насадка, закрепляется на нагревающей платформе и производится одновременная пайка каждого из отрезков в разных плоскостях, после чего они соединяются. Таким методом можно монтировать не только прямые участки, но и повороты на стенах, обеспечивая тем самым более плотное прилегание линии к огибаемой поверхности.

Рис. 4 Пайка полипропиленовых труб в труднодоступных местах утюгом с двумя насадками
Сварка и монтаж отдельной части системы трубопровода
При пайке водопроводной магистрали из полипропилена всегда стараются проводить монтаж отдельных участков водопровода в месте с большим свободным пространством и на удобной высоте. Для этого вам понадобятся основные инструменты, чертеж магистрали и правильный порядок проведения работ.
Обычно сторона наиболее трудная для спайки расположена на стене с двумя угловыми фитингами, поэтому ее сваривают в первую очередь и закрепляют на клипсы или дюбельные муфты. После от угловых фитингов проводят дальнейший монтаж участков линии, переходя к паяльным работам непосредственно около стен. Для удобства монтажа необходимо заранее предусмотреть место для установки паяльника на подставку или организовать его подвешивание.
Особенности пайки в углах
Спаивание в таких условиях не отличается от проведения подобных работ на других участках стен за исключением некоторых факторов.
Угловая сварка требует точности и соблюдения повышенных требований к геометрии прямого угла, для его проверки используется угольник. Для стыковки отрезков применяют специальные угловые муфты с углом разворота 90 градусов, которые следует приобретать вместе с трубами от одного производителя — это обеспечит высокую адгезию между соединенными элементами.
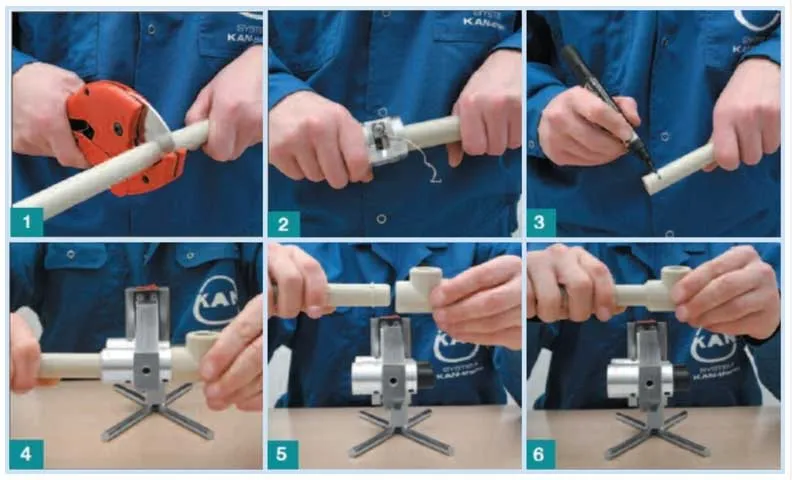
Рис. 5 Последовательность пайки трубопровода из ППР
Последовательность и важные правила пайки полипропилена
Хотя оборудование для спаивания полипропилена не слишком сложно в эксплуатации, при работе с ним следует соблюдать в следующие правила:
- Желательно устанавливать паяльник на ровной поверхности и надежно фиксировать в случае монтажа отдельных участков трубопровода.
- Стандартная температура пайки поипропилена составляет 260º С, в бюджетных моделях данная температура достигается в течение 10 — 15 секунд, современные дорогие модели нагревает насадки за 5 секунд.
- При работе труба и фитинг нагреваются одновременно, для каждого устройства в инструкции указывается свое время нагрева, контакта и остывания стыка, зависящее от материала и наружного диаметра трубопроводной линии.
Технология спайки ППР состоит из следующей последовательности подготовительных и монтажных операций:
- Вначале производят стыковку отдельных отрезков линии, поэтому сварочный аппарат располагают в просторном месте, где окружающие стены или предметы не будут мешать монтажу участков трубопровода необходимой длины. Также паяльник должен располагаться на твердой и ровной поверхности вдали от воспламеняющихся предметов.
- При спайке очень важно, чтобы температура окружающей среды не понижалась менее чем на 10º С., в противном случае поверхность деталей быстро остынет и сваривание не произойдет. Если работа будет производиться в холодном помещении, необходимо произвести его прогрев.
- При монтаже сложных линий лучше выполнить точный чертеж с указанием размеров — в этом случае можно распределить работы по сварке длинных цепей в удобных условиях вдали от стен. Далее отрезки будут припаиваться на весу около стен непосредственно в точках окончательного расположения.

Рис.6 Технология правильной пайки полипропилена
- Процент брака можно снизить на значительную величину, приобретая все материалы от одного производителя — детали будут иметь не только одинаковые размеры, но единый химический состав, способствующий наилучшей диффузии.
- В некоторых случаях недобросовестный производитель выпускает насадки на паяльник с разными размерами прямой и обратной частей — их также следует проверить, вставляя друг в друга. Аналогично предварительно проверяются и материал на соответствие диаметрам насадок.
- Труба разрезается при помощи ножниц-секаторов строго под углом 90 градусов, армированные материалы лучше резать болгаркой с любым диском.
- При проведении сварных работ после обрезки на нужную длину поверхность деталей очищается от грязи и обезжиривается, если соединяется ранее установленная линия, из нее сливается вода, а места стыковки вытираются сухой тряпкой.
- Вначале следует одеть нужную насадку на прибор в соответствии с диаметром ППР и включить его для прогревания до температуры 260 С. В дорогих устройствах данное значение температуры можно визуально увидеть на индикаторном табло, в дешевых моделях оно выставляется регулятором соответствующего диаметра и выдерживается определенное время, после чего о готовности паяльника к работе сообщает сигнальная лампочка.
- После готовности устройства к работе одновременно два фитинга надавливаем на насадку, предварительно отметив на детали меньшего диаметра карандашом глубину погружения. Одновременное надавливание на заготовки с двух сторон позволяет надежно зафиксировать паяльник в одном месте.
- Детали держат на насадках указанное в инструкции время, отчет можно проводить, проговаривая про себя цифры 1001, 1002 и так далее.
- После разогрева заготовки извлекают и моментально вставляют друг в друга до указанной карандашом риски, избегая проворачивания, их держат в неподвижном состоянии также определенное время.
- Выдержав определенный период остывания, приступают к сварке следующего стыка.
При сварке на стенах неудобно держать детали на весу, поэтому трубу фиксируют в клипсах или муфтах, сдвигая на нужное расстояние.

Рис. 7 Пайка полипропиленовых труб в труднодоступных местах с врезкой крана
Часто возникает ситуация, когда необходимо привести врезку в трубопровод для вставки фитинг-крана или муфты при ремонте поврежденного участка. При проведении работ по установке крана лучше сваривать несколько участков в такой последовательности:
- Вначале разрезают трубопровод, вырезав из него сегмент нужной длины ножницами по предварительно рассчитанным меткам, сливают воду и очищают насухо свариваемые поверхности от жира, грязи и влаги.
- Оттягивают правый отрезок трубы от стены, вставляют его в насадку предварительного подготовленного к работе паяльника, с другой стороны подсоединяют фитинг открытого крана (это необходимо для стравливания воздуха).
- Производят сварку по приведенной выше технологии, затем переходят к другой стороне. Перед работой необходимо подготовить упор для паяльного прибора (ножницы, разводной ключ), так как спаивание будет проходить на весу.
- Отгибают левую трубу в сторону и производят прогрев раструба крана на несколько секунд больше, после чего быстро вставляют в насадку трубный конец, прогревая его на несколько секунд меньше.
- Затем состыковывают элементы, плотно прижимая их друг другу с соблюдением стандартных временных интервалов.
Статья по теме:
Как заварить трубу с водой – несколько проверенных вариантов. Если столкнулись с проблемой протечки стальной трубы, а возможности отключить воду нет, то на нашем сайте есть отдельная статья, рассказывающая про варианты сварки трубы под давлением с водой.
Ошибки при пайке пластиковых труб
Неопытный сантехник или хозяин, который решил провести работы по монтажу полипропиленовой водопроводной линии своими руками, часто совершает ошибки, не зная полностью технологии пайки труб и не умея работать с паяльником.
К наиболее распространенным можно отнести следующие ошибки.

Рис. 8 Отличия бюджетных и дорогих утюгов
Неправильный выбор паяльника
Наиболее популярными и недорогими аппаратами для пайки являются электромуфты с насадками для разных диаметров ППР. При покупке и эксплуатации необходимо учитывать следующие факторы:
- Приобретать аппарат нужно с удобным держателем, чтобы можно было его легко и быстро установить на место при самостоятельной работе. Это сократит время нахождения нагретых элементов в расстыкованном состоянии, которое может привести к холодной сварке и дальнейшей разгерметизации.
- Также используемые агрегаты лучше выбрать с таким размещением регулятора и кнопок включения, чтобы при работе их не задеть рукой, сбив при этом температуру или отключив нагрев.
- Если аппарат используется для постоянного использования, лучше приобретать дорогую модель с качественными тефлоновыми насадками — это исключит прилипание полипропилена и повысит качество соединений.

Рис. 9 Таблица нагрева ППР
- Современные аппараты выпускаются с электронными индикаторами, поддерживающими постоянную температуру при помощи встроенного процессора, которая отражается на его табло. Данный фактор также способствует повышению качества пайки, чье время определяется исходя из степени нагрева муфт, которое невозможно определить на агрегатах старого образца.
- Аппарат должен поддерживать заданную температуру, которая повышается с увеличением диаметра труб. Многие китайские утюги имеют завышенные температурные параметры, что следует учитывать при выборе производителя, одними из лучших агрегатов по соотношению цена и качество считается модели турецкого производства.
- Форма утюга и расположение муфт играют важную роль в случаях, если производится сварка полипропиленовых труб в труднодоступных местах. Более узкий утюг и размещение муфт на краю заостренного конца в этом случае значительно удобнее в работе.
Перепай
Передержка в паяльнике элементов свыше положенного времени приводит к тому, что их поверхность перегревается и после соединения, сопровождающегося чрезмерным усилием, трубный проход забивается расплавленным пластиком. Если такая ошибка произошла на большом количестве стыков отопительных или водопроводных трубопроводов, система не сможет нормально функционировать. Для того, чтобы избежать данной ситуации, следует четко соблюдать указанные в инструкции временные интервалы для каждого вида и диаметра труб и провести несколько пробных спаек небольших отрезков.
Так же следует всегда четко отмечать карандашом расстояние, на которое углубляется труба, для диаметра 20 мм. оно обычно составляет 14 — 17 мм.

Рис. 10 Дефекты пайки ППР
Малый нагрев, неправильный угол и другие ошибки
Многие новички совершают достаточно большое количество ошибок, к которым можно отнести следующие:
- Пайка около стен грязных элементов или с оставшейся в линии водой, при этом из-за грязи или водяного охлаждения пластик плохо соединяется и в дальнейшем происходит разгерметизация стыка.
- Недостаточное углубление труб в раструбы большего диаметра. Нередко возникает при мелкой ошибке в случае монтажа кранов — если его вентиль не повернуть на небольшой угол, воздух в стыкуемом участке не будет иметь выхода, препятствуя полному погружению монтируемого участка в отверстие.
- При недостаточном нагреве соединяемых элементов пластик не будет иметь единой структуры и произойдет разгерметизация стыка. Определить данный дефект можно по отсутствию юбочки у кромки фитингов с большим диаметром.
- При ручной стыковке элементов следует выдерживать единую ось — в противном случае перекосы приведут к недостаточной плотности и разгерметизации.
- Также стыкуемый участок после соединения следует выдержать определенное время в неподвижном состоянии до полного остывания.
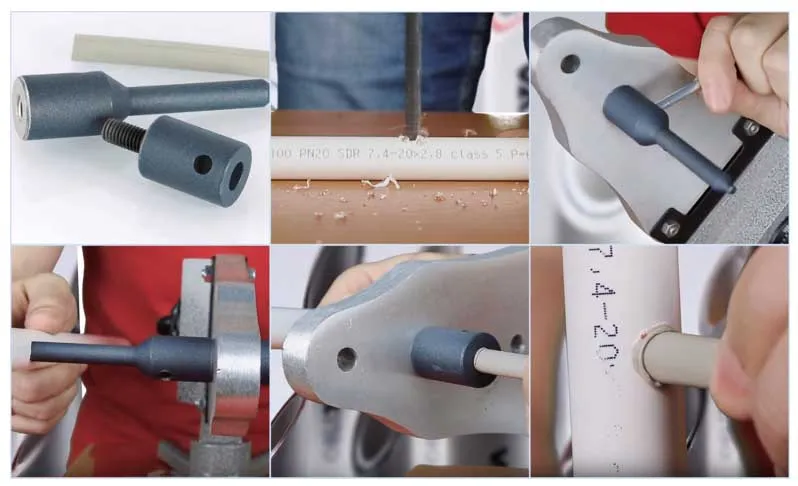
Рис. 11 Способ ремонта полипропиленовых труб разогревом поверхности ремонтируемой трубы насадкой
Чтобы пайка полипропиленовых труб в труднодоступных местах была качественной, нужно выбрать правильный паяльник – модель должна обеспечивать удобный доступ и необходимую температуру нагрева без прилипания ППР. Для удобства все работы делят на два этапа – вначале монтируют длинные цепи в удобном месте, а затем переходят к стенам, стыкуя участки на весу.
Как поставить кран на полипропиленовую трубу?
Для установки крана на полипропиленовую трубу необходимо выполнить следующие шаги:
-
Подготовить инструменты и материалы: для установки крана на полипропиленовую трубу понадобится кран, соединительные муфты, инструменты для резки трубы (например, труборез), отвертка, ключи для соединительных гаек и паяльник.
-
Отключить воду: перед установкой крана необходимо отключить воду на участке, где будет производиться работа.
-
Резка трубы: с помощью трубореза отрежьте кусок трубы нужной длины, в котором будет установлен кран. Очистите концы трубы от борозд и заусенцев.
-
Соединение муфт: соедините муфты с краном, убедившись, что они подходят по размеру и типу соединения.
-
Подготовка крана: при помощи ключей снимите крышку с крана и установите прокладку.
-
Установка крана: установите кран в соединительные муфты, затяните гайки руками, а затем доверните их ключами. Не перетягивайте гайки, чтобы не повредить трубу.
-
Проверка установки: после установки крана проверьте, что все соединения герметичны. Откройте кран и убедитесь, что вода проходит свободно, без течей.
-
Подключение к системе: после установки крана соедините его с системой водоснабжения, откройте кран и проверьте, что вода проходит свободно и без проблем.
Установка крана на полипропиленовую трубу не является сложной задачей, однако, если у вас нет опыта работы с водопроводной системой, лучше обратиться к специалисту для установки крана.