Как выбрать паяльник для скруток при работе в распределительной коробке.
Преимущество пайки перед остальными способами соединений
Для объединения проводников в распределительной коробке существует несколько методов, но лишь пайка и сварка обеспечивают создание прочного соединения с незначительным переходным сопротивлением в точке контакта. В рамках данной темы, можно учесть «использование паяльника для скруток».
Чтобы правильно и аккуратно спаять провода, нужен примерно такой перечень инструментов:
- Нож для зачистки изоляции;
- Бокорезы;
- Пассатижи или плоскогубцы;
- Наждачная бумага;
- Паяльник;
- Припой;
- Флюс.
Скрутка. Соединение проводов скруткой.
Скрутка оголенных проводов как способ соединения в «Правилах устройства электроустановок» (ПУЭ) не включена. Но несмотря на это многие опытные электромонтажники рассматривают правильно выполненную скрутку как вполне надежное и качественное соединение, утверждая, что переходное сопротивление в нем практически не отличается от сопротивления в целом проводнике. Как бы то ни было, хорошую скрутку можно считать одним из этапов соединения проводов пайкой, сваркой или колпачками СИЗ. Поэтому качественно выполненная скрутка является залогом надежности всей электрической проводки.
Если провода соединены по принципу «как получилось», в месте их контакта может возникнуть большое переходное сопротивление со всеми отрицательными последствиями.
В зависимости от типа соединения скрутка может выполняться несколькими способами, которые при небольшом переходном сопротивлении способны обеспечить вполне надежное соединение.
Вначале аккуратно удаляется изоляция без повреждения жилы провода. Оголенные на длину не менее 3—4 см участки жил обрабатываются ацетоном или уайт-спиритом, зачищаются наждачной бумагой до металлического блеска и плотно скручиваются пассатижами.
Пайка проводов
Порядок работы при пайке проводников такой:
- Снятие изоляции;
- Зачистка проводов;
- Облуживание;
- Скрутка;
- Пайка;
- Изолирование.
Перед тем, как приступить к соединению проводов, нужно определиться с их длиной. Провода обрезаются таким образом, чтобы при пайке они находились снаружи распределительной коробки, а потом могли быть уложены желаемым образом. Нельзя укладывать провода в натяг. Лишний запас также неуместен в ограниченном пространстве.
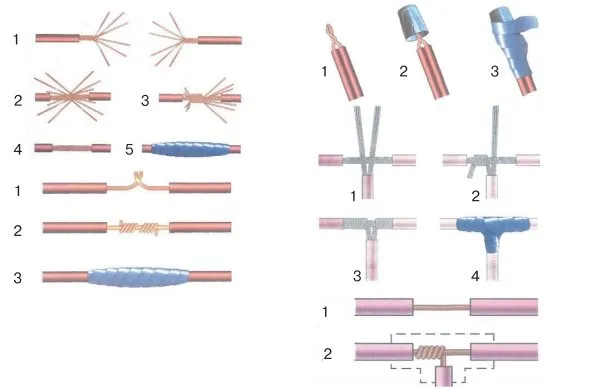
Для снятия изоляции используется остро заточенный нож или специальный инструмент (Рисунок 1).

При работе ножом процесс снятия изоляции должен напоминать движения ножа при остругивании карандаша. Нельзя делать круговой надрез изоляции или подрезать ее бокорезами или пассатижами. Поперечная риска или царапина на проводе может послужить причиной обрыва. В крайнем случае, такая методика допускается только на многожильных проводах. Длина оголенного проводника для пайки должна составлять 1.5 – 3 см. Чем толще проводник, тем длиннее должна быть зачищенная часть. Ориентиром может служить количество витков при скручивании проводов. Их должно быть не менее 2-х.
Перед облуживанием поверхность жил нужно зачистить при помощи ножа или мелкозернистой наждачной бумаги от следов окисла. Зачистив провода, желательно сразу же их облудить, чтобы не образовалась пленка окисла на поверхности. На поверхности припоя окисел образуется рыхлый и не будет мешать последующей пайке, поэтому перерыв в работе после этапа облуживания не имеет ограничений по времени.
Облуженные проводники скручиваются вместе при помощи пассатижей или плоскогубцев. Скрутка должна состоять не меньше, чем из 2-х оборотов. Скрутка должна быть плотной, но не перетянутой, чтобы не отломались зачищенные концы. Идеальный вариант скрутки, когда в нее попадает часть провода с изоляцией. Торец скрутки должен быть ровный. При работе с толстыми проводами они часто на конце скрутки направлены в стороны, поэтому выступающие концы нужно обрезать. На рисунке ниже показаны различные способы скрутки проводов под пайку (Рисунок 2).
Скрученные провода спаивают при помощи паяльника таким образом, чтобы скрутка была равномерно со всех сторон покрыта слоем припоя без пропусков и наплывов. Качество спайки напрямую зависит от того, насколько хорошо были облужены зачищенные концы.
После того, как место спайки остынет, можно приступать к ее изоляции. Для этих целей применяется тканевая изоляция или специальные термостойкие пластиковые наконечники. Их длина должна быть такой, чтобы они частично заходили на изолированные участки проводов (Рисунок 3).
Нельзя применять для изоляции обыкновенную ПВХ изоленту, поскольку при нагревании проводов, например, при превышении нагрузки, ПВХ легко плавится и это может привести к короткому замыканию внутри распределительной коробки.
Пайка цветных металлов
Изделия из цветных металлов требуют точной подгонки. Именно поэтому их чаще паяют, а не варят. Изучим отдельные виды цветных металлов и их скрепление при помощи пайки.
Всегда фиксируйте обе заготовки при помощи тисков, струбцин либо других крепежных элементов. Особенно, если вы работаете с габаритными деталями. Колебания или сдвиги во время пайки могут перекосить шов, припой может стечь. Это повлечет за собой хрупкость стыка и со временем на нем могут образоваться трещины или свищи.
Пайка меди
Медь – это довольно часто встречающийся металл в повседневной жизни. Водопроводные трубы, электрические кабели, электронные компоненты – все они частично или полностью состоят из меди.

В основном существует два метода пайки меди:
- Высокотемпературная (рабочая температура порядка 600 ˚С);
- Низкотемпературная (рабочая температура до 450 ˚С).
В рамках данной статьи мы рассматриваем пайку в домашних условиях, поэтому возьмем низкотемпературную технологию.
Для пайки меди вам потребуется:
- Припой. В основном его изготавливают из сплавов олова (95—97 %) с медью, сурьмой, висмутом, серебром, селеном. Лучшими свойствами обладают серебросодержащие припои. Широкое применение получили и трёхкомпонентные виды, в состав которых входит олово, медь и серебро. Использование оловянно-свинцовых припоев на производстве ограничено из-за вредности свинца. В домашних условиях также стоит поберечь свои легкие от паров свинца. Используйте активную вытяжку.
- Флюс для пайки меди (активированный, кислотный, некислотный, антикоррозийный).
- Газовая горелка.
На крупных производствах и заводах часто используют паяльную пасту. Чаще всего в ее состав входят: флюс, маленькие частицы припоя и специальные добавки.

Рассмотрим пошаговую технологию пайки двух медных элементов:
- На обе детали наносят флюс. Им покрывают место стыка и область, на которую будут наносить припой.
- В место стыка закладывают припой. Это может быть оловянная проволока или специальная паста.
- Полученное соединение нагревают при помощи газовой горелки. Припой распределяется по месту стыка, а также частично на область около пайки.
- Полученную заготовку оставляют остывать. В этот момент нельзя крутить или гнуть полученную деталь. Место стыка должно полностью остыть, чтобы припой смог полностью затвердеть.
- Остатки флюса удаляют при помощи абразивной щетки.
Не направляйте открытый огонь прямо на припой. Он должен расплавиться и заполнить собой шов вследствие нагрева кромок деталей.
Пайка алюминия
Алюминий достаточно капризный материал. Многие эксперты считают, что в домашних условиях скрепить две алюминиевые заготовки просто невозможно, так как место скрепления необходимо прогревать до температуры порядка 600 ˚С, а это чревато прогоранием самого листа алюминия.
Но это утверждение не совсем верно. Спаять два элемента из алюминия можно, если использовать особый флюс и припой. Рассмотрим подробнее все компоненты, которые понадобятся для работы с алюминием:
- Припой. Лучше всего для работы с алюминием подходят припои в составе которых есть: кремний, алюминий, медь, серебро и цинк. К таким можно отнести отечественный припой «34А» или его зарубежный аналог « Aluminium -13».
- Флюс. Лучше, если в его составе будет фторборат аммония с добавлением триэтоналомина. Некоторые используют обычную буру.
- Паяльник, мощностью не менее 100 Вт.
Припои с высоким содержанием цинка обладают лучшими антикоррозийными свойствами.

Пошаговое руководство по пайке алюминиевых заготовок:
- Зачистить обе заготовки от грязи и пыли.
- Удалить при помощи наждачной бумаги оксидную пленку. Эту операцию проделывают с целью уменьшения оксидного слоя, который моментально образовывается на поверхности алюминия.
- На место соединения наносят флюс.
- Припой закладывают равномерно и постепенно, не подвергая постоянному нагреву поверхности алюминиевых заготовок.
- Полученный стык зачищают при помощи металлической щетки или мелкой наждачной бумаги.
Пайка листов жести
Обычная жесть скрепляется довольно просто. Металл без примесей или нанесения чаще всего дает ровный шов и не меняется под воздействием высоких температур. Для пайки жести потребуется:
- Припой. В основном используют припои на основе олова и сурьмы. К ним относят ПОС-40 или ПОС-30. В некоторых случаях используют ПОС-90, в состав которого входит свинец.
- Флюс. Подойдет как соляная кислота, так и обычная канифоль. Свежая оксидная пленка на жести удаляется очень легко.
- Паяльник мощностью не менее 40 Вт.

Технология пайки:
- Зачистить жестяные элементы от грязи и пыли.
- Нанести канифоль на место стыка.
- Положить припой на стык и при помощи паяльника расплавить его.
- Зачистить полученное место при помощи мелкой наждачной бумаги или металлической щетки для ровного шва.
Пайка оцинкованного железа
В отличие от обычной жести, оцинкованное железо имеет ряд специфических характеристик. Во-первых, цинк на поверхности листа испаряется при температуре 960 ˚С. Поэтому не рекомендуется использовать мощные горелки в работе с оцинкованным листом.

Во-вторых, не все припои подходят для работы с оцинкованным железом. Например, крайне не рекомендуется использовать припой ПОС-90, так как он разрушает структуру листа.
Выбор мощности паяльника
Для качественной пайки нужен достаточно мощный паяльник, не менее 65 Вт. Медь является очень хорошим проводником тепла, поэтому эффективно отводит тепло от области пайки. Маломощный паяльник не успеет нагреть место скрутки до того, как начнет плавиться изоляция проводов, а недостаточный прогрев может привести к так называемой «холодной пайке». Слабо разогретый припой имеет низкую текучесть и не способен равномерно покрыть всю спаиваемую область. При застывании он будет иметь матовую, зернистую поверхность, низкую прочность. Спаянные таким образом проводники будут иметь высокое переходное сопротивление и, со временем, потеряют контакт между собой. Паяльник должен прогреть место спайки за время не более 1 минуты. Поверхность припоя после застывания должна быть гладкой и иметь равномерный блеск.
Тип припоя паяльника
Среди всего множества типов припоя, для пайки медных проводов можно использовать только некоторые. Таблица характеристик наиболее распространенных марок припоев
Марка припоя
Область применения
Читать также: Большой шпатель для выравнивания стен
Первые три марки припоя имеют очень низкую температуру плавления и невысокую прочность. Для пайки сильноточных цепей они не пригодны. Наоборот, последняя марка припоя слишком тугоплавка. Пайка таким припоем приведет к перегреву и плавлению изоляции. Наиболее часто применяются припои марок ПОС-40 и ПОС-61. Они стоят недорого и широко доступны. Большинство радиолюбителей используют в своей работе припой марки ПОС-61.
Защита места пайки от окисления. Флюс
Флюс служит для защиты места пайки от окисления кислородом воздуха и растворения тончайших пленок окислов на поверхности материала. Для пайки меди наиболее часто используются такие флюсы:
Таблица характеристик наиболее распространенных флюсов для пайки меди и ее сплавов
Марка флюса
Состав
Самый простой и дешевый и беспроигрышный вариант – обыкновенная канифоль. Единственное затруднение при ее использовании, то, что она находится в твердом состоянии и требует навыков при нанесении на спаиваемые детали.
Гораздо удобнее в использовании спиртоканифоль. Она представляет собой раствор канифоли в этиловом спирте. И имеет вид густой желтоватой жидкости со своеобразным запахом. Удобство использования заключается в том, что на место пайки ее можно нанести кисточкой или обмакнуть в баночку с флюсом скрученные проводники.
Более широкие возможности имеет активированный флюс ЛТИ-120. При его применении нет необходимости в зачистке новых проводников. Зачищать нужно только такие, которые имеют темный цвет из-за окисления поверхности. Поскольку имеются определенные трудности в зачистке многожильных проводов, то применение активированного флюса приветствуется.
Все перечисленные флюсы не требуют смывки после окончания пайки, поскольку абсолютно нейтральны по отношению к материалу проводника.
Совет #1: Спиртоканифоль легко приготовить самостоятельно, растворив порошок канифоли в 96% этиловом спирте. Если канифоль сыпать в спирт равномерно тонкой струей при помешивании, то процесс растворения займет всего несколько минут. При отсутствии спирта в крайнем случае можно воспользоваться ацетоном. Пропорции для приготовления те же самые. Следует учитывать, что ацетон более летуч, поэтому испаряется значительно быстрее. К тому же он ядовит.
Какие металлы прочнее всего между собой паяются
В отличие от сварки, в пайке основным показателем качества готового изделия является не марка стали или металла, а выбор припоя, а также технологии формирования самого шва пайки. Так что тут вопрос скорее про то, на какой металл какой припой липнет лучше всего. Конечно, чем ближе по составу и плотности припой и металл, тем лучше будет адгезия. В итоге все сводится к выбору правильного припоя для каждого случая в отдельности.
А еще нужно следить, чтобы при соединении двух металлов не образовывалось электропары. Иначе соединение будет ржаветь и разрушаться от малейшей влаги. Так что тут будет уместна таблица совместимости при соединении цветных металлов между собой.
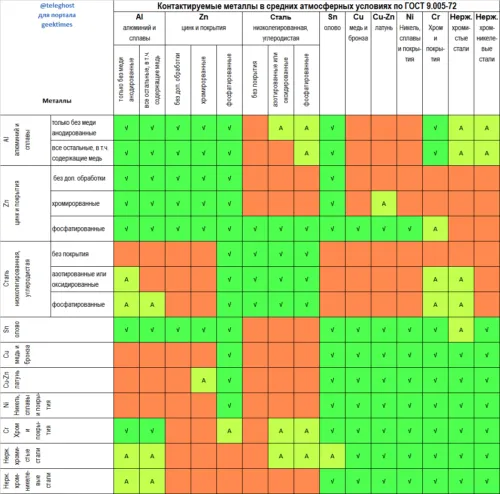
Буква «А» в таблице совместимости означает «ограниченно допустимый в атмосферных условиях».
Приведу еще несколько простых советов:
- Выбирайте более тугоплавкие припои.
- Тщательно зачищайте стыки скрепляемых деталей. Обрабатывайте наждачной бумагой не только сам шов, но и 0,5 — 2 см около стыка по поверхности металла.
- Залуживайте и запаивайте внахлест. Таким образом, вы увеличиваете общую площадь скрепления двух или нескольких деталей.
Технология пайки и лужения
Для того, чтобы спаять или облудить провода, их нужно расположить так, чтобы они располагались по возможности горизонтально и был доступ со всех сторон для жала паяльника. Вопреки многим рекомендациям, нельзя ставить скрутку вертикально, поскольку при пайке капли расплавленного припоя могут скатиться со скрутки и нарушить изоляцию в нижележащих проводниках.
Если вовремя не обнаружить и не удалить такую каплю, то она впоследствии, может вызвать короткое замыкание. Для лучшего контакта жала паяльника с проводом, конец жала должен быть плоским и хорошо облуженным. Окисленное жало имеет темный цвет, не держит припой и для пайки не годится. Зачистить жало можно с помощью мелкозернистого напильника. Зачищенный конец немедленно окунают во флюс и облуживают путем растирания капли припоя на поверхности деревянного брусочка (Рисунок 4).
Совет #2: Удобно совместить зачистку и облуживание на кусочке наждачной бумаги, заранее присыпав его порошком канифоли и небольшими кусочками припоя.
Хорошо залуженное жало должно быть блестящим, не иметь раковин. При плавке припоя он должен оставаться на конце жала в виде небольшой выпуклости (Рисунок 5).

Для облуживания провод нагревают паяльником и, одновременно, прикасаются к месту нагрева кусочком канифоли до ее плавления. Жидкий флюс наносят заблаговременно, до начала нагрева. Проводя жалом паяльника вдоль провода, равномерно покрывают его слоем припоя. Многожильные провода до скрутки не облуживают, поскольку потом скрутить их будет невозможно.
Облуженные провода скручивают между собой. Для пайки технология несколько отличается, поскольку тут требуется большее количество припоя. После нанесения флюса паяльником прогревают одновременно скрутку кончик прутка припоя. Расплавленную каплю равномерно распределяют по всей поверхности, следя, чтобы она была полностью покрыта слоем припоя. При необходимости процедуру повторяют. Здесь главное — не перегреть провода, чтобы не расплавилась изоляция. При спайке тонких проводов припой переносится на кончике жала. Многожильные провода требуют большого количество флюса, чтобы он мог заполнить все свободное пространство между жилами.
Советы по правильной и прочной пайке металлов
Работая со сталью или другими металлами необходимо придерживаться базовых правил безопасности, а также знать некоторых нюансов пайки.
Как нагревать и охлаждать металл
Важный шаг перед началом работы — подготовка заготовок. И здесь необходимо знать наверняка, какой сплав вы будете спаивать или проверить его самостоятельно:
- Посмотрите, как реагирует металлическая заготовка на нагрев паяльником или горелкой. Как быстро образуется оксидная пленка на поверхности. Об этом лучше знать заранее и наверняка, иначе последующая работа будет проходить в спешке.
- Подготовленные и закрепленные детали лучше всего прогревать постепенно. Следите, чтобы на металле не появлялось перегретых очагов. Область пайки должна быть прогрета равномерно по всей площади.
- Не прогревайте только стыковочный шов, работайте также по площади возле стыка. Чаще всего нужно прогреть 0,5 — 2 см в зависимости от целей пайки и габаритов соединяемых элементов.
- Используйте только те паяльники или горелки, которые выдают рабочую температуру плавления припоя.
- Не охлаждайте готовый шов при помощи холодной воды или других жидкостей. Дайте металлу «отдохнуть» и равномерно остыть несколько минут на открытом воздухе.
- Спаянные заготовки снимайте из тисков или струбцин только после полного остывания припоя.
Пайка с помощью тигля и горелки
При больших объемах работ имеет смысл выполнять их при помощи тигля, который представляет собой полый металлический цилиндр с ручкой, заполненный расплавленным припоем. Тигель может выполняться как насадка на мощный паяльник или нагреваться при помощи газовой горелки (Рисунок 6).
Большой объем металла в тигле не позволяет ему быстро остывать, поэтому нагретым тиглем можно спаять последовательно несколько скруток. Основное достоинство такого способа пайки в том, что облуживание и спайка скрутки происходит практически мгновенно, когда покрытые флюсом проводники опускаются полностью в ванну с припоем.
Как выбрать паяльник и припой для пайки проводов?

Пайка проводов – это традиционный способ соединения в электронике и электротехнике. Его применяют и для слаботочных схем, и для высоковольтных силовых контуров. Пайка прочна и долговечна, выдерживает действие вибрационных нагрузок.
Как пользоваться паяльником?
Сущность процесса состоит в нанесении на совмещенные концы проводников или выводов электронных компонентов капли расплавленного припоя. Кристаллизуясь, припой прочно присоединяется к металлу и возникает неразъемное электропроводное соединение.
Для того, чтобы припой прочно соединился с жилами или контактами, необходимо провести подготовку. Контакты и провода обрабатывают специальными веществами, разрушающими тугоплавкие оксидные пленки и увеличивающими смешиваемость поверхностей жидким припоем.
Кроме того, подготовки требует и сам паяльник. Его жало следует периодически зачищать напильником от нагара и окалины, затачивать, придавая оптимальную форму.
Весьма важна также операция лужения. В ее ходе поверхность жала и припаиваемых контактов покрывается тонким слоем припоя.
Особенности
Основная особенность пайки медных проводов паяльником состоит в необходимости обеспечения качественного механического контакта соединяемых жил и контактов.
Для этого применяют скручивание их кончиков либо удержание вместе с помощью рук, пинцетов, острогубцев и паяльных зажимов.
Методы скручивания кабелей. Внизу, красным — скрутка по-британски.
Какой тип скрутки выбрать, определяется напряжением и силой тока, которую должно выдерживать паяное соединение, вибрационными нагрузками, а также рядом других особенностей будущей эксплуатации.
Кабели, подверженные статическим либо динамическим нагрузкам, должны состоять из нескольких жил. Эти жилы скручивают по-британски.
Почему невозможно пользоваться очень маленьким паяльником при пайке? Ответ прост: ему не хватит мощности, чтобы качественно прогреть соединение. Отлично справляется простой электропаяльник. При больших объемах работ используют станции с регулируемой температурой жала. Питается аппарат от инвертора. Предварительного прогрева иногда проводят портативной газовой горелкой.
Что потребуется для работы?
Помимо паяльника, понадобится припой, флюсовый состав, подставка, паяльные зажимы. Для подготовки жала нужен малый напильник или надфиль.
Чтобы удерживать нагреваемые кабели, понадобится пинцет либо пассатижи.
Канифоль и флюсы
Пайка медных проводов потребует подготовки. Концы проводников очищают от механических загрязнений, следов коррозии, окисного слоя и, возможно, от электротехнического лака. Это делают с помощью химической обработки.
Канифоль разогревают жалом, окунают в нее прогретый конец проводника. Удобнее применять флюсы. Они представляют собой смесь кислот или щелочей. Емкости с ними снабжены кисточкой для дозированного нанесения. Потом остатки флюсовой пасты потребуется удалить, чтобы они не разъели контакты и конструкции.
Меры предосторожности во время пайки
При пайке, особенно при помощи тигля, нужно работать очень аккуратно, чтобы не получить ожог расплавленным припоем. Пары свинца ядовиты, поэтому при больших объемах работы нужно пользоваться респиратором.
Чего категорические нельзя делать!
Недопустимо для пайки проводов использовать кислотосодержащие активные флюсы, поскольку они требуют полного удаления после окончания работы. Остатки флюса агрессивно воздействуют на материал проводников и в самом скором времени провода будут окислены вплоть до полного разрушения. Особенно разрушительны для меди хлористый цинк или паяльная кислота.
Читать также: Самодельные губки для тисков
В данной статье рассмотрю соединение медных проводов в распределительной коробке при электромонтаже посредством пайки.
Несмотря, что я перешёл на разъемы Ваго, которые существенно ускоряют монтаж электропроводки, всё же считаю, что соединение проводов пайкой лучше. Сейчас на меня набросятся приверженцы сварки. Но я спорить не буду, скажу только, что мне так удобнее, а электрические и механические свойства такого соединения ничуть не хуже сварки.
Кстати, знаете, что лет 50-70 назад радиоаппаратуру собирали посредством сварки. Это относилось к ламповым (других не было) телевизорам и радиоприемникам. А потом перешли на печатный монтаж, где используется пайка. Способ с пайкой требует более высокой технологической подготовки, но скорость и простота монтажа решают всё.
Итак, публикую несколько фото, иллюстрирующих пайку проводов в распределительной коробке. Постараюсь раскрыть все свои секреты такого электромонтажа. Надеюсь, мой опыт пригодится моим читателям. В основном, с этой целью я и пишу статьи на СамЭлектрике.
Подключение проводов скруткой и пайкой – что говорит ПУЭ?
Начнем с того, что соединение проводов скруткой в электромонтаже запрещено. По крайней мере, в ПУЭ скрутка не допускается (ПУЭ, гл.4.2). Это можно объяснить тем, что качество скрутки очень зависит от опыта, инструмента, и даже настроения электрика. И проверить это качество никак нельзя, только оценить “на глаз” или испытать повышенным током.
Пайка также не допускается, об этом говорится в ПУЭ там же. Мотивируется это тем, что в некоторых аварийных режимах температура соединения может достигать 300°С, припой расплавится и стечёт. Честно, я не представляю, как это может произойти, если защитные автоматы установлены нужного номинала. Но даже если это и произойдёт – по моему мнению, такую проводку нужно будет целиком менять! И уже будет не важно, расплавился припой, или нет.
По опрессовке – да, способ хороший, но он требует дополнительного оборудования (пресс-плещи) и расходных материалов (гильзы). То же самое по сварке – нужен трансформатор (инвертор) и графитовые стержни. И опыт – сколько раз видел, что от превышения тока шарик на конце скрутки отваливался, или схватывал не все проводки в скрутке из-за малого тока.
Поэтому, я считаю, что скрутка с последующей пропайкой – лучший способ соединения проводов в распределительных коробках. Паяльник лёгкий, цена небольшая, припой и канифоль – копеечные.
Далее – подробнее об этом горячем пахнущем процессе)
Пайка скрутки медных проводов
Начнём с того места, когда провода скручены в распределительной коробке.

1. Скрутка проводов в коробке
В левой коробке провода скручены в соответствии с электрической схемой электропроводки. В принципе, многие электрики на этом и останавливаются. И они на 90% правы, можно изолировать, такая проводка простоит 100 лет, больше нам не надо. Но это при условии, что в этой распред. коробке всегда будет сухо, и защитный автомат выбран правильно. Про выбор защитного автомата рекомендую мою статью – Как выбрать защитный автомат.
Встречал, когда в старых коробках было соединение скруткой алюминия и меди. Это были скрутки 50-летней давности! И всё прекрасно работало! Тут очень рисковано, и такие соединения будут жить долго при соблюдении нескольких благоприятных условий. Такие скрутки обычно подвергается жесткой критике в среде электриков, и это считается крайне непрофессиональным. Но простим, тем более, что те, кто сделал такие скрутки, уже в ином мире, где не надо соединять провода…
Чем сварка медных проводов лучше пайки?
Ознакомьтесь также с этими статьями
- Особенности аренды контейнеров на складе индивидуального хранения груза
- Грунтовка Кнауф Тифенгрунд
- Строительство частного дома от профессионалов
- Особенности и виды электросварных нержавеющих труб
Паять медные провода тоже можно, но сопротивление оловянного припоя в десятки раз выше, чем у меди, все в принципе работает и на пайке, но при протекании больших токов, есть вероятность нагрева участка цепи с бОльшим сопротивлением. Хотя в большинстве случаев электрики этим пренебрегают.
В итоге я решил собрать аппарат для сварки медных проводов.
Конструкция аппарата для сварки скруток не окончательная, т.к. по советам хороших людей с форума Chipmaker.ru есть возможность еще улучшить этот аппарат.
Пайка проводов в распределительной коробке
Достаем паяльник мощностью 65 или 100 Ватт. Мощность зависит от суммы сечений спаиваемых проводов. Например, если паять 3-4 провода сечением 1,5 кв.мм, то паяльника 65 Вт вполне хватит. Если же суммарное сечение скрученных проводов – более 10 кв.мм, то паяльник должен быть 100 Ватт.
Итак, берём канифоль в куске или в пластиковой баночке. Провода должны торчать кончиками вверх. Прогреваем место скрутки, и касаем канифолью так, чтобы она плавилась и немного стекла вниз по скрутке.

2. Нанесение канифоли
Особенно хорошо это видно на центральном и правом проводах. Затем берём припой в прутке, прогреваем одновременно припой и скрутку, залуживая скрутку.
Припой лучше использовать с канифолью, сейчас такого много в продаже. Канифоль находится внутри прутка припоя. Если канифоли внутри нет, её необходимо больше предварительно наносить на скрутку, и тщательней контролировать время и температуру пайки. иначе канифоль может просто испариться.

3. Пайка скруток в распределительной коробке
Проводим спайку проводов. Залуживаем скрутку, чтобы припой проник во все места. При этом медь должна быть покрыта припоем на длине 40…80% длины скрутки.

4. Провода спаяны
Нужно стараться не перегреть место пайки, чтобы не попортить изоляцию. Да и вообще стараться всё делать быстро, на автомате.
Некрасивые торчащие кончики пропаянных скруток обрезаем бокорезами (3-5 мм).
Спаяли, изолируем места пайки изолентой (обычно использую ПВХ разных цветов). И в принципе всё. Можно муровать коробки.

5. Изолируем места пайки
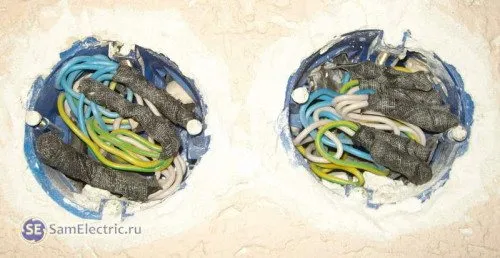
6. Укладываем провода в распределительных коробках
Не правда ли, в слове “заподлицо” слышится что-то подлое?))
Как собрать аппарат для сварки скруток своими руками
Советуем к прочтению другие наши статьи
- Особенности канализационного септика для дачи
- Керамогранит для пола и стен
- Расчет сечения кабеля по мощности
- Складной стол своими руками
Итак, как собирался аппарат сварки проводов.
Я разобрал трансформатор от микроволновки, распилив его болгаркой по местам сварки. Я не буду описывать это процесс в подробностях, т.к. это делали уже многие и много раз, да хоть на YouTube можно видео найти.
НО, обратите внимание, что трансформатор от микроволновки опасен для жизни! Т.е. его не стоит включать в сеть для проверки, пока не удалена вторичная обмотка, т.к. на ней напряжение порядка 2000В и он может убить человека на расстоянии!
В общем, транс был распилен, вторичная обмотка выкинута, намотана своя обмотка медным проводом на 6 мм кв., у меня влезло всего порядка 16 витков, то ли транс был маловат, то ли я не очень опытный мотальщик, ну да ладно, после включения транса в сеть, я получил напряжение 14 вольт, что нормально для такой сварки (нужно 12-24в). Затем я склеил сердечник транса эпоксидной смолой. На этом работы с трансформатором микроволновки были закончены.
Я установил его в корпус, также я установил туда 2 автомата на 16А (после опыта первой сварки, чтобы знать максимальный ток потребления, он оказался 11А).
Почему не поставил двухполюсник?
А собрал сварку проводов из того, что было под рукой. Мой девиз: Сначала используй, что без дела валяется, если конечно, это не портит конструкцию
Какие бывают панели для дома?
Существует множество разных типов панелей, которые могут использоваться в домах. Некоторые из них включают:
-
Стеновые панели: это панели, которые устанавливаются на стены для улучшения их внешнего вида или для дополнительной звукоизоляции.
-
Панели для пола: это панели, которые используются для покрытия пола, как правило, для улучшения их внешнего вида или для повышения уровня комфорта.
-
Панели для крыши: это панели, которые используются для покрытия крыши, для улучшения ее внешнего вида или для повышения уровня теплоизоляции.
-
Панели для ванных комнат: это панели, которые используются для покрытия стен в ванных комнатах, для улучшения их внешнего вида или для дополнительной защиты от в
лужания.
-
Панели из МДФ: это панели, изготовленные из меламиновой древесной фанеры (МДФ), которые могут использоваться для отделки стен, полов и других поверхностей в доме.
-
Панели из гипсокартона: это панели, изготовленные из гипсокартона, которые широко используются для отделки стен и потолков, в том числе для создания гладких и плавных поверхностей.
-
Панели из ПВХ: это панели, изготовленные из поливинилхлорида (ПВХ), которые могут использоваться для отделки стен, полов и других поверхностей, а также для создания душевых кабин и других влажных зон в доме.